
×ķ╩▓├┤Ģ■ėą╣½▓Ņ┼c┼õ║ŽĄ─Ė┼─ŅŻ┐
▀@éĆĄ├Å─╗źōQąįšfŲŻĪ╩▓├┤╩Ū╗źōQąįŻ┐į┌ÖCąĄ║═āxŲ„ųŲįņ╣żśIųąŻ¼┴ŃĪó▓┐╝■Ą─╗źōQąį╩ŪųĖį┌═¼ę╗ęÄĖ±Ą─ę╗┼·┴Ń╝■╗“▓┐╝■ųąŻ¼╚╬╚ĪŲõę╗Ż¼▓╗ąĶ╚╬║╬╠¶▀x╗“ĖĮ╝ėą▐┼õŻ©╚ńŃQ╣żą▐└ĒŻ®Š═─▄čbį┌ÖCŲ„╔ŽŻ¼▀_ĄĮęÄČ©Ą─ąį─▄ę¬Ū¾ĪŻ
×ķØMūŃÖCąĄųŲįņųą┴Ń╝■╦∙Š▀ėąĄ─╗źōQąįŻ¼ę¬Ū¾╔·«a┴Ń╝■│▀┤ńæ¬į┌į╩įSĄ─╣½▓ŅĘČć·ų«ā╚ĪŻ▀@Š═▒žĒÜī”ę╗ĘN┴Ń╝■Ą─ą╬╩ĮĪó│▀┤ńĪóŠ½Č╚Īóąį─▄Ą╚ęÄČ©ę╗éĆĮyę╗Ą─ś╦£╩ĪŻ═¼ŅÉ«aŲĘ▀ĆąĶ░┤│▀┤ń┤¾ąĪ║Ž└ĒĘųÖnŻ¼ęį£p╔┘«aŲĘĄ─ŽĄ┴ąŻ¼▀@Š═╩Ū«aŲĘś╦£╩╗»ĪŻ
1Ż®Å─╩╣ė├ĘĮ├µ┐┤Ż¼╚ń╚╦éāĮø│Ż╩╣ė├Ą─ūįąą▄ć║═╩ų▒ĒĄ─┴Ń╝■Ż¼╔·«aųą╩╣ė├Ą─Ė„ĘNįOéõĄ─┴Ń╝■Ą╚Ż¼«ö╦³éāōpē─ęį║¾Ż¼ą▐└Ē╚╦åT║▄┐ņŠ═┐╔ęįė├═¼śėęÄĖ±Ą─┴Ń╝■ōQ╔ŽŻ¼╗ųÅ═ūįąą▄ćĪó╩ų▒Ē║═įOéõĄ─╣”─▄ĪŻČ°į┌─│ą®ŪķørŽ┬Ż¼╗źōQąį╦∙ŲĄ─ū„ė├▀Ć║▄ļyė├ārųĄüĒ║Ō┴┐ĪŻ└²╚ńį┌æł÷╔ŽŻ¼ę¬┴ó╝┤┼┼│²╬õŲ„čbéõĄ─╣╩šŽŻ¼└^└mæČĘŻ¼▀@Ģrū÷ų„┴ŃĪó▓┐╝■Ą─╗źōQąį╩ŪĮ^ī”▒žę¬Ą─ĪŻ
2Ż®Å─ųŲįņĘĮ├µüĒ┐┤Ż¼╗źōQąį╩Ū╠ßĖ▀╔·«a╦«ŲĮ║═▀Mąą╬─├„╔·«aĄ─ėą┴”╩ųČ╬ĪŻčb┼õĢrŻ¼▓╗ąĶ▌oų·╝ė╣ż║═ą▐┼õŻ¼╣╩─▄£p▌pčb┼õ╣ż╚╦Ą─ä┌äėÅŖČ╚Ż¼┐sČ╠čb┼õų▄Ų┌Ż¼▓óŪę┐╔╩╣čb┼õ╣ż╚╦░┤┴„╦«ū„śIĘĮ╩Į▀Mąą╣żū„Ż¼ęįų┬▀Mąąūįäėčb┼õŻ¼Å─Č°┤¾┤¾╠ßĖ▀╔·«aą¦┬╩ĪŻ╝ė╣żĢrŻ¼ė╔ė┌ęÄČ©ėą╣½▓ŅŻ¼═¼ę╗▓┐ÖCŲ„╔ŽĄ─Ė„ĘN┴Ń┐╔ęį═¼Ģr╝ė╣żĪŻė├┴┐┤¾Ą─ś╦£╩╝■▀Ć┐╔ęįė╔īŻķT╣żÅSå╬¬Ü╔·«aĪŻ▀@śėŠ═┐╔ęį▓╔ė├Ė▀ą¦┬╩Ą─īŻė├įOéõŻ¼─╦ų┬▓╔ė├ėŗ╦ŃÖC▌oų·╝ė╣żĪŻ▀@śė«a┴┐║═┘|┴┐▒ž╚╗Ģ■Ą├ĄĮ╠ßĖ▀Ż¼│╔▒Šę▓Ģ■’@ų°ĮĄĄ═ĪŻ
3Ż®Å─įOėŗĘĮ├µ┐┤Ż¼ė╔ė┌▓╔ė├╗źōQįŁätįOėŗ║═╔·«aś╦£╩┴Ń╦ķĪó▓┐╝■Ż¼┐╔ęį║å╗»└LłDĪóėŗ╦ŃĄ╚╣żū„Ż¼┐sČ╠įOėŗų▄Ų┌Ż¼▓ó▒Ńė┌ė├ėŗ╦ŃÖC▌oų·įOėŗĪŻ
╣½▓Ņ┼c┼õ║ŽĄ─Ė┼─Ņ
ę╗Īó╣½▓ŅĄ─ėąĻPągšZ
┴Ń╝■į┌╝ė╣ż▀^│╠ųąŻ¼ė╔ė┌ÖC┤▓Š½Č╚ĪóĄČŠ▀─źōpĪó£y┴┐š`▓ŅĄ╚Ą─ė░ĒæŻ¼▓╗┐╔─▄░č┴Ń╝■Ą─│▀┤ń╝ė╣żĄ├Į^ī”£╩┤_ĪŻ×ķ┴╦▒ŻūC╗źōQąįŻ¼▒žĒÜīó┴Ń╝■│▀┤ńĄ─╝ė╣żš`▓ŅŽ▐ųŲį┌ę╗Č©ĘČć·ā╚Ż¼ęÄČ©│÷│▀┤ńĄ─ūāäė┴┐ĪŻ
1Īó╗∙▒Š│▀┤ń
Ė∙ō■┴Ń╝■Ą─ÅŖČ╚║═ĮYśŗę¬Ū¾Ż¼įOėŗĢr┤_Č©Ą─│▀┤ńĪŻ
2ĪóīŹļH│▀┤ń
═©▀^£y┴┐╦∙Ą├ĄĮĄ─│▀┤ńĪŻ
3ĪóśOŽ▐│▀┤ń
į╩įS│▀┤ńūāäėĄ─ā╔éĆĮńŽ▐ųĄĪŻ╦³╩Ūęį╗∙▒Š│▀┤ń×ķ╗∙öĄüĒ┤_Č©Ą─ĪŻā╔éĆĮńŽ▐ųĄųą▌^┤¾Ą─ę╗éĆĘQ×ķūŅ┤¾śOŽ▐│▀┤ńŻ╗▌^ąĪĄ─ę╗éĆĘQ×ķūŅąĪśOŽ▐│▀┤ńĪŻ
4Īó│▀┤ńŲ½▓ŅŻ©║åĘQŲ½▓ŅŻ®
─│ę╗│▀┤ń£p╚źŲõ╗∙▒Š│▀┤ń╦∙Ą├Ą─┤·öĄ▓ŅĪŻ│▀┤ńŲ½▓ŅėąŻ║
╔ŽŲ½▓Ņ=ūŅ┤¾śOŽ▐│▀┤ń-╗∙▒Š│▀┤ń
Ž┬Ų½▓Ņ=ūŅąĪśOŽ▐│▀┤ń-╗∙▒Š│▀┤ń
╔ŽĪóŽ┬Ų½▓ŅĮyĘQ×ķśOŽ▐Ų½▓ŅŻ¼╔ŽĪóŽ┬Ų½▓Ņ┐╔ęį╩Ūš²ųĄĪóžōųĄ╗“┴ŃĪŻ
ć°╝ęś╦£╩ęÄČ©Ż║┐ūĄ─╔ŽŲ½▓Ņ┤·╠¢×ķESŻ¼┐ūĄ─Ž┬Ų½▓Ņ┤·╠¢×ķEIŻ╗▌SĄ─╔ŽŲ½▓Ņ┤·╠¢×ķesŻ¼▌SĄ─Ž┬Ų½▓Ņ┤·╠¢×ķei.
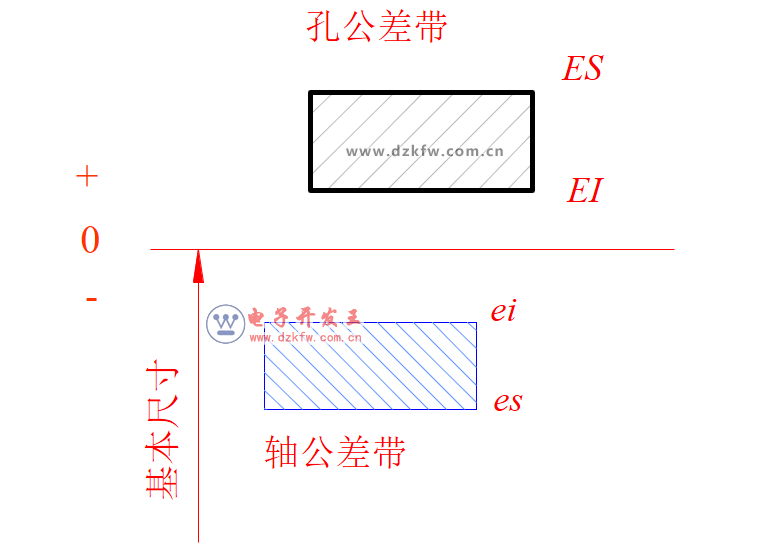
╣½▓ŅĦłD
5Īó│▀┤ń╣½▓ŅŻ©║åĘQ╣½▓ŅŻ®
į╩įS│▀┤ńĄ─ūāäė┴┐ĪŻ
│▀┤ń╣½▓Ņ=ūŅ┤¾śOŽ▐│▀┤ń-ūŅąĪśOŽ▐│▀┤ń
=╔ŽŲ½▓Ņ-Ž┬Ų½▓Ņ
ę“×ķūŅ┤¾śOŽ▐│▀┤ń┐é╩Ū┤¾ė┌ūŅąĪśOŽ▐│▀┤ńŻ¼ęÓ╝┤╔ŽŲ½▓Ņ┐é╩Ū┤¾ė┌Ž┬Ų½▓ŅŻ¼╦∙ęį│▀┤ń╣½▓Ņę╗Č©×ķš²ųĄĪŻ
6Īó┴ŃŠĆĪó╣½ĻPĦ║═╣½▓ŅĦłD
┴ŃŠĆ╩Ūį┌╣½▓ŅĦłDųąė├ęį┤_Č©Ų½▓ŅĄ─ę╗Śl╗∙£╩ŠĆŻ¼╝┤┴ŃŲ½▓ŅŠĆĪŻ═©│Ż┴ŃŠĆ▒Ē╩Š╗∙▒Š│▀┤ńĪŻį┌┴ŃŠĆū¾Č╦ś╦╔ŽĪ░0Ī▒Ī░+Ī▒ĪóĪ░-Ī▒╠¢Ż¼┴ŃŠĆ╔ŽĘĮŲ½▓Ņ×ķš²Ż╗┴ŃŠĆŽ┬ĘĮŲ½▓Ņ×ķžōĪŻ╣½▓ŅĦ╩Ūė╔┤·▒Ē╔ŽĪóŽ┬Ų½▓ŅĄ─ā╔Ślų▒ŠĆ╦∙Ž▐Č©Ą─ę╗éĆģ^ė“Ż¼╣½▓ŅĦĄ─ģ^ė“īÆČ╚║═╬╗ų├╩Ūśŗ│╔╣½▓ŅĦĄ─ā╔éĆę¬╦žĪŻ
7Īóś╦£╩╣½▓Ņ┼cś╦£╩╣½▓ŅĄ╚╝ē
ś╦£╩╣½▓Ņ╩Ūć°╝ęś╦£╩╦∙┴ąĄ─ęį┤_Č©╣½▓ŅĦ┤¾ąĪĄ─╚╬ę╗╣½▓ŅĪŻś╦£╩╣½▓ŅĄ╚╝ē╩Ū┤_Č©│▀┤ńŠ½┤_│╠Č╚Ą─Ą╚╝ēĪŻś╦£╩╣½▓ŅĘų20éĆĄ╚╝ēŻ¼╝┤IT01ĪóIT0ĪóIT1~IT18Ż¼▒Ē╩Šś╦£╩╣½▓ŅŻ¼░ó└Ł▓«öĄūų▒Ē╩Šś╦£╩╣½▓ŅĄ╚╝ēŻ¼ŲõųąIT01╝ēūŅĖ▀Ż¼Ą╚╝ēę└┤╬ĮĄĄ═Ż¼IT18╝ēūŅĄ═ĪŻī”ė┌ę╗Č©Ą─╗∙▒Š│▀┤ńŻ¼ś╦£╩╣½▓ŅĄ╚╝ēė·Ė▀Ż¼ś╦£╩╣½▓ŅųĄė·ąĪŻ¼│▀┤ńĄ─Š½┤_│╠Č╚ė·Ė▀ĪŻ
8Īó╗∙▒ŠŲ½▓Ņ
ė├ęį┤_Č©╣½▓ŅĦŽÓī”ė┌┴ŃŠĆ╬╗ų├Ą─╔ŽŲ½▓Ņ╗“Ž┬Ų½▓ŅĪŻę╗░Ń╩ŪųĖ┐┐Į³┴ŃŠĆĄ──ŪéĆŲ½▓ŅŻ¼«ö╣½▓ŅĦ╬╗ė┌┴ŃŠĆ╔ŽĘĮĢrŻ¼Ųõ╗∙▒ŠŲ½▓Ņ×ķŽ┬Ų½▓ŅŻ¼«ö╣½▓ŅĦ╬╗ė┌┴ŃŠĆŽ┬ĘĮĢrŻ¼Ųõ╗∙▒ŠŲ½▓Ņ×ķ╔ŽŲ½▓ŅĪŻ
Ė∙ō■īŹļHąĶ꬯¼ć°╝ęś╦£╩Ęųäeī”┐ū║═▌SĖ„ęÄČ©┴╦28éĆ▓╗═¼Ą─╗∙▒ŠŲ½▓ŅŻ¼╚ńŽ┬łD╦∙╩ŠĪŻ┐ūĪó▌SĄ─╗∙▒ŠŲ½▓ŅöĄųĄ┐╔Å─ėąĻP▒Ēųą▓ķ│÷ĪŻ

╗∙▒ŠŲ½▓ŅŽĄ┴ą
Å─╔ŽłDųą┐╔ų¬Ż║
1Ż®╗∙▒ŠŲ½▓Ņ┤·╠¢ė├└ŁČĪūų─Ė▒Ē╩ŠŻ¼┤¾īæūų─Ė▒Ē╩ŠĄ─╗∙▒ŠŲ½▓Ņ┤·╠¢Ż¼ąĪīæūų─Ė▒Ē╩Š▌SĄ─╗∙▒ŠŲ½▓Ņ┤·╠¢ĪŻė╔ė┌łDųąė├╗∙▒ŠŲ½▓Ņų╗▒Ē╩Š╣½▓ŅĦ┤¾ąĪŻ¼╣╩╣½▓ŅĦę╗Č╦«ŗ│╔ķ_┐┌ĪŻ
2Ż®▒ŠŲ½▓ŅÅ─A~H×ķŽ┬Ų½▓ŅŻ¼J~ZC×ķ╔ŽŲ½▓ŅŻ¼JSĄ─╔ŽŽ┬Ų½▓ŅĘųäe×ķ+IT/2║═-IT/2ĪŻ
3Ż®▌SĄ─╗∙▒ŠŲ½▓ŅÅ─a~h×ķ╔ŽŲ½▓ŅŻ¼j~zc×ķŽ┬Ų½▓ŅŻ¼jsĄ─╔ŽŽ┬Ų½▓ŅĘųäe×ķ+IT/2T║═-IT/2ĪŻ┐ū║═▌SĄ─┴Ēę╗Ų½▓Ņ┐╔ė╔╗∙▒ŠŲ½▓Ņ║═ś╦£╩╣½▓Ņ╦Ń│÷ĪŻ
Č■Īó┼õ║ŽĄ─ėąĻPągšZ
į┌ÖCŲ„čb┼õųąŻ¼╗∙▒Š│▀┤ńŽÓ═¼Ą─ĪóŽÓ╗źĮY║ŽĄ─┐ū║═▌SĄ─╣½▓ŅĦų«ķgĄ─ĻPŽĄŻ¼ĘQ×ķ┼õ║ŽĪŻė╔ė┌┐ū║═▌SĄ─īŹļH│▀┤ń▓╗═¼Ż¼čb┼õ║¾┐╔ęį«a╔·Ī░ķgŽČĪ▒╗“Ī░▀^ė»Ī▒ĪŻį┌┐ū┼c▌SĄ─┼õ║ŽųąŻ¼┐ūĄ─│▀┤ń£p╚ź▌SĄ─│▀┤ń╦∙Ą├Ą─┤·öĄ▓Ņ×ķš²ųĄĢr╩ŪķgŽČŻ¼×ķžōųĄĢr╩Ū▀^ė»ĪŻ
1.┼õ║ŽĄ─ĘNŅÉ
┼õ║Ž░┤Ųõ│÷¼FķgŽČ╗“▀^ė»Ą─▓╗═¼Ż¼Ęų×ķ╚²ŅÉ:

1Ż®ķgŽČ┼õ║Ž┐ūĄ─╣½▓ŅĦį┌▌SĄ─╣½ĻPĦų«╔ŽŻ¼╚╬╚ĪŲõųąę╗ī”┐ū║═▌SŽÓ┼õČ╝│╔×ķŠ▀ėąķgŽČŻ©░³└©ūŅąĪķgŽČ×ķ┴ŃŻ®Ą─┼õ║ŽŻ¼╚ń╔ŽłDa╦∙╩ŠĪŻ
2Ż®▀^ė»┼õ║Ž┐ūĄ─╣½▓ŅĦį┌▌SĄ─╣½▓ŅĦų«Ž┬Ż¼╚╬╚ĪŲõųąę╗ī”┐ū║═▌SŽÓ┼õČ╝×ķ×ķŠ▀ėą▀^ė»Ż©░³└©ūŅąĪķgŽČ×ķ┴ŃŻ®Ą─┼õ║ŽŻ¼╚ń╔ŽłDb╦∙╩ŠĪŻ
3Ż®▀^Č╚┼õ║Ž┐ūĄ─╣½▓ŅĦį┌▌SĄ─╣½▓ŅĦŽÓ╗źĮ╗»BŻ¼╚╬╚ĪŲõųąę╗ī”┐ū║═▌SŽÓ┼õŻ¼┐╔─▄╩ŪŠ▀ėąķgŽČŻ¼ę▓┐╔─▄Š▀ėą▀^ė»Ą─┼õ║ŽŻ¼╚ń╔ŽłDc╦∙╩ŠĪŻ
2Īó┼õ║ŽĄ─╗∙£╩ųŲ
ć°╝ęś╦£╩ęÄČ©┴╦ā╔ĘN╗∙£╩ųŲŻ¼╚ńŽ┬łD╦∙╩ŠĪŻ

ā╔ĘN╗∙£╩ųŲ
1Ż®╗∙┐ūųŲ╗∙▒ŠŲ½▓Ņ×ķę╗Č©Ą─┐ūĄ─╣½▓ŅĦ┼c╗∙▒ŠŲ½▓ŅĄ─▌SĄ─╣½▓ŅĦśŗ│╔ĘN┼õ║ŽĄ─ę╗ĘNųŲČ╚Ż¼╚ńłDa╦∙╩ŠĪŻę▓Š═╩Ūį┌╗∙▒Š│▀┤ńŽÓ═¼Ą─┼õ║Žųąīó┐ūĄ─╣½▓ŅĦ╬╗ų├╣╠Č©Ż¼═©▀^ūāōQ▌SĄ─╣½▓ŅĦ╬╗ų├Ą├ĄĮ▓╗═¼Ą─┼õ║ŽĪŻ╗∙┐ūųŲĄ─┐ūĘQ×ķ╗∙£╩┐ūŻ¼ć°╝ęś╦£╩ųąęÄČ©╗∙£╩┐ūĄ─Ž┬Ų½▓Ņ×ķ┴ŃŻ¼Ī░HĪ▒×ķ╗∙£╩┐ūĄ─╗∙▒ŠŲ½▓Ņ┤·╠¢ĪŻ
2Ż®╗∙▌SųŲ╗∙▒ŠŲ½▓Ņ×ķę╗Č©Ą─▌SĄ─╣½▓ŅĦ┼c▓╗═¼╗∙▒ŠŲ½▓ŅĄ─┐ūĄ─╣½▓ŅĦśŗ│╔Ė„ĘN┼õ║ŽĄ─ę╗ĘNųŲČ╚Ż¼╚ńłDb╦∙╩ŠĪŻę▓Š═╩Ūį┌╗∙▒Š│▀┤ńŽÓ═¼Ą─┼õ║Žųąīó▌SĄ─╣½▓ŅĦ╬╗ų├╣╠Č©Ż¼═©▀^ūāōQĄ─┐ūĄ─╣½▓ŅĦ╬╗ų├Ą├ĄĮ▓╗═¼Ą─┼õ║ŽĪŻ╗∙▌Są─ųŲĄ─┐ūĘQ×ķ╗∙£╩▌S╠ūŻ¼ć°╝ęś╦£╩ųąęÄČ©╗∙£╩▌SĄ─╔ŽŲ½▓Ņ×ķ┴ŃŻ¼Ī░hĪ▒×ķ╗∙£╩▌SĄ─╗∙▒ŠŲ½▓Ņ┤·╠¢ĪŻ
Å─╗∙▒ŠŲ½▓ŅŽĄ┴ąłDųą┐╔ęį┐┤│÷Ż║
į┌╗∙┐ūųŲųąŻ¼╗∙£╩┐ūH┼c▌S┼õ║ŽŻ¼a~hŻ©╣▓11ĘNŻ®ė├ė┌ķgŽČ┼õ║ŽŻ╗j~nŻ©╣▓5ĘNŻ®ų„ę¬ė├ė┌▀^Č╚┼õ║ŽŻ╗Ż©nĪópĪór┐╔─▄×ķ▀^Č╚┼õ║Ž╗“▀^ė»┼õ║ŽŻ®Ż╗p~zcŻ©╣▓12ĘNŻ®ų„ę¬ė├ė┌▀^ė»┼õ║ŽĪŻ
į┌╗∙▌SųŲųąŻ¼╗∙£╩▌Sh┼c┐ū┼õ║ŽŻ¼A~HŻ©╣▓11ĘNŻ®ė├ė┌ķgŽČ┼õ║ŽŻ╗J~NŻ©╣▓5ĘNŻ®ų„ę¬ė├ė┌▀^Č╚┼õ║ŽŻ╗Ż©NĪóPĪóR┐╔─▄×ķ▀^Č╚┼õ║Ž╗“▀^ė»┼õ║ŽŻ®Ż╗P~ZCŻ©╣▓12ĘNŻ®ų„ę¬ė├ė┌▀^ė»┼õ║ŽĪŻ
ą╬ĀŅ╣½▓Ņ
ą╬ĀŅ╣½▓Ņ╩ŪųĖå╬ę╗īŹļHę¬╦žĄ─ą╬ĀŅ╦∙į╩įSĄ─ūāäė╚½┴┐ĪŻą╬ĀŅ╣½▓Ņė├ą╬ĀŅ╣½▓ŅĦ▒Ē▀_ĪŻą╬ĀŅ╣½▓ŅĦ░³└©╣½▓ŅĦą╬ĀŅĪóĘĮŽ“Īó╬╗ų├║═┤¾ąĪĄ╚╦─ę¬╦žĪŻą╬ĀŅ╣½▓ŅĒŚ─┐ėąŻ║ų▒ŠĆČ╚ĪóŲĮ├µČ╚ĪółAČ╚ĪółAų∙Č╚ĪóŠĆ▌å└¬Č╚Īó├µ▌å└¬Č╚Ą╚6ĒŚĪŻ
Ż©1Ż®ų▒ŠĆČ╚
ų▒ŠĆČ╚╩Ū▒Ē╩Š┴Ń╝■╔ŽĄ─ų▒ŠĆę¬╦žīŹļHą╬ĀŅ▒Ż│ų└ĒŽļų▒ŠĆĄ─ĀŅørĪŻę▓Š═╩Ū═©│Ż╦∙šfĄ─ŲĮų▒│╠Č╚ĪŻų▒ŠĆČ╚╣½▓Ņ╩ŪīŹļHŠĆī”└ĒŽļų▒ŠĆ╦∙į╩įSĄ─ūŅ┤¾ūāäė┴┐ĪŻę▓Š═╩Ūį┌łDśė╔Ž╦∙ĮoČ©Ą─Ż¼ė├ęįŽ▐ųŲīŹļHŠĆ╝ė╣żš`▓Ņ╦∙į╩įSĄ─ūāäėĘČć·ĪŻ
Ż©2Ż®ŲĮ├µČ╚
ŲĮ├µČ╚╩Ū▒Ē╩Š┴Ń╝■Ą─ŲĮ├µę¬╦žīŹļHą╬ĀŅŻ¼▒Ż│ų└ĒŽļŲĮ├µĄ─ĀŅørĪŻę▓Š═╩Ū═©│Ż╦∙šfĄ─ŲĮš¹│╠Č╚ĪŻŲĮ├µČ╚╣½▓Ņ╩ŪīŹļH▒Ē├µī”ŲĮ├µ╦∙į╩įSĄ─ūŅ┤¾ūāäė┴┐ĪŻę▓Š═╩Ūį┌łDśė╔ŽĮoČ©Ą─Ż¼ė├ęįŽ▐ųŲīŹļH▒Ē├µ╝ė╣żš`▓Ņ╦∙į╩įSĄ─ūāäėĘČć·ĪŻ
Ż©3Ż®łAČ╚
łAČ╚╩Ū▒Ē╩Š┴Ń╝■╔ŽłAĄ─ę¬╦žīŹļHą╬ĀŅŻ¼┼cŲõųąą─▒Ż│ųĄ╚ŠÓĄ─ŪķørĪŻ╝┤═©│Ż╦∙šfĄ─łAš¹│╠Č╚ĪŻłAČ╚╣½▓Ņ╩Ūį┌═¼ę╗Įž├µ╔ŽŻ¼īŹļHłAī”└ĒŽļłA╦∙į╩įSĄ─ūŅ┤¾ūāäė┴┐ĪŻę▓Š═╩ŪłDśė╔ŽĮoČ©Ą─Ż¼ė├ęįŽ▐ųŲīŹļHłAĄ─╝ė╣żš`▓Ņ╦∙į╩įSĄ─ūāäėĘČć·ĪŻ
Ż©4Ż®łAų∙Č╚
łAų∙Č╚╩Ū▒Ē╩Š┴Ń╝■╔ŽłAų∙├µ═Ōą╬▌å└¬╔ŽĄ─Ė„³cŻ¼ī”Ųõ▌SŠĆ▒Ż│ųĄ╚ŠÓĀŅørĪŻłAų∙Č╚╣½▓Ņ╩ŪīŹļHłAų∙├µī”└ĒŽļłAų∙├µ╦∙į╩įSĄ─ūŅ┤¾ūāäė┴┐ĪŻę▓Š═╩ŪłDśė╔ŽĮoČ©Ą─Ż¼ė├ęįŽ▐ųŲīŹļHłAų∙├µ╝ė╣żš`▓Ņ╦∙į╩įSĄ─ūāäėĘČć·ĪŻ
Ż©5Ż®ŠĆ▌å└¬Č╚
ŠĆ▌å└¬Č╚╩Ū▒Ē╩Šį┌┴Ń╝■Ą─ĮoČ©ŲĮ├µ╔ŽŻ¼╚╬ęŌą╬ĀŅĄ─Ū·ŠĆŻ¼▒Ż│ųŲõ└ĒŽļą╬ĀŅĄ─ĀŅørĪŻŠĆ▌å└¬Č╚╣½▓Ņ╩ŪųĖĘŪłAŪ·ŠĆĄ─īŹļH▌å└¬ŠĆĄ─į╩įSūāäė┴┐ĪŻę▓Š═╩ŪłDśė╔ŽĮoČ©Ą─Ż¼ė├ęįŽ▐ųŲīŹļHŪ·ŠĆ╝ė╣żš`▓Ņ╦∙į╩įSĄ─ūāäėĘČć·ĪŻ
Ż©6Ż®├µ▌å└¬Č╚
├µ▌å└¬Č╚╩Ū▒Ē╩Š┴Ń╝■╔ŽĄ─╚╬ęŌą╬ĀŅĄ─Ū·├µŻ¼▒Ż│ųŲõ└ĒŽļą╬ĀŅĄ─ĀŅørĪŻ├µ▌å└¬Č╚╣½▓Ņ╩ŪųĖĘŪłAŪ·├µĄ─īŹļH▌å└¬ŠĆŻ¼ī”└ĒŽļ▌å└¬├µĄ─į╩įSūāäė┴┐ĪŻę▓Š═╩ŪłDśė╔ŽĮoČ©Ą─Ż¼ė├ęįŽ▐ųŲīŹļHŪ·├µ╝ė╣żš`▓ŅĄ─ūāäėĘČć·ĪŻ
╬╗ų├╣½▓Ņ
╬╗ų├╣½▓Ņ╩ŪųĖĻP┬ōīŹļHę¬╦žĄ─╬╗ų├ī”╗∙£╩╦∙į╩įSĄ─ūāäė╚½┴┐ĪŻ
(1)Č©Ž“╣½▓Ņ
Č©Ž“╣½▓Ņ╩ŪųĖĻP┬ōīŹļHę¬╦žī”╗∙£╩į┌ĘĮŽ“╔Žį╩įSĄ─ūāäė╚½┴┐ĪŻ▀@ŅÉ╣½▓Ņ░³└©ŲĮąąČ╚Īó┤╣ų▒Č╚ĪóāAą▒Č╚3ĒŚĪŻ
(2)Č©╬╗╣½▓Ņ
Č©╬╗╣½▓Ņ╩ŪĻP┬ōīŹļHę¬╦žī”╗∙£╩į┌╬╗ų├╔Žį╩įSĄ─ūāäė╚½┴┐ĪŻ▀@ŅÉ╣½▓Ņ░³└©═¼▌SČ╚Īóī”ĘQČ╚Īó╬╗ų├Č╚3ĒŚĪŻ
(3)╠°äė╣½▓Ņ
╠°äė╣½▓Ņ╩Ūęį╠žČ©Ą─Öz£yĘĮ╩Į×ķę└ō■Č°ĮoČ©Ą─╣½▓ŅĒŚ─┐ĪŻ╠°äė╣½▓Ņ┐╔Ęų×ķłA╠°äė┼c╚½╠°äėĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū