
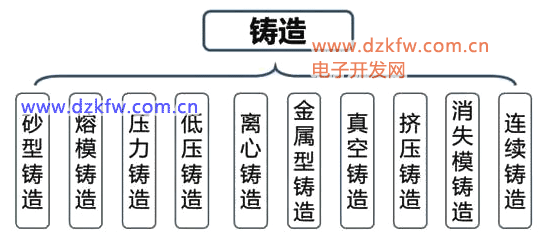
ę╗ĪóĶTįņĄ─Č©┴x║═ĘųŅÉ
ĶTįņĄ─Č©┴xŻ║╩Ūīóę║¾wĮī┘Ø▓ĶTĄĮ┼c┴Ń╝■ą╬ĀŅŽÓ▀mæ¬(y©®ng)Ą─ĶTįņ┐šŪ╗ųąŻ¼┤²Ųõ└õģs─²╣╠║¾Ż¼½@Ą├Š▀ėąę╗Č©ą╬ĀŅĪó│▀┤ń║═ąį─▄Įī┘┴Ń╝■├½┼„Ą─│╔ą═ĘĮĘ©ĪŻ
│ŻęŖĄ─ĶTįņĘĮĘ©ėą╔░ą═ĶTįņ║═Š½├▄ĶTįņŻ¼įö╝Ü(x©¼)Ą─ĘųŅÉĘĮĘ©╚ńŽ┬▒Ē╦∙╩ŠĪŻ
╔░ą═ĶTįņŻ║╔░ą═ĶTįņĪ¬Ī¬į┌╔░ą═ųą╔·«a(ch©Żn)ĶT╝■Ą─ĶTįņĘĮĘ©ĪŻõōĪóĶF║═┤¾ČÓöĄ(sh©┤)ėą╔½║ŽĮĶT╝■Č╝┐╔ė├╔░ą═ĶTįņĘĮĘ©½@Ą├ĪŻė╔ė┌╔░ą═ĶTįņ╦∙ė├Ą─įņą═▓─┴Žār(ji©ż)┴«ęūĄ├Ż¼ĶTą═ųŲįņ║å(ji©Żn)▒ŃŻ¼ī”(du©¼)ĶT╝■Ą─å╬╝■╔·«a(ch©Żn)Īó│╔┼·╔·«a(ch©Żn)║═┤¾┴┐╔·«a(ch©Żn)Š∙─▄▀mæ¬(y©®ng)Ż¼ķL(zh©Żng)Ų┌ęįüĒ(l©ói)Ż¼ę╗ų▒╩ŪĶTįņ╔·«a(ch©Żn)ųąĄ─╗∙▒Š╣ż╦ćĪŻ
Š½├▄ĶTįņŻ║Š½├▄ĶTįņ╩Ūė├Š½├▄Ą─įņą═ĘĮĘ©½@Ą├Š½┤_ĶT╝■╣ż╦ćĄ─┐éĘQĪŻ╦³Ą─«a(ch©Żn)ŲĘŠ½├▄ĪóÅ═(f©┤)ļsĪóĮėĮ³ė┌┴Ń╝■ūŅ║¾ą╬ĀŅŻ¼┐╔▓╗╝ė╣ż╗“║▄╔┘╝ė╣żŠ═ų▒Įė╩╣ė├Ż¼╩Ūę╗ĘNĮ³ā¶ą╬│╔ą╬Ą─Ž╚▀M(j©¼n)╣ż╦ćĪŻ
ĶTįņĘĮĘ©ĘųŅÉ
Č■Īó│Żė├Ą─ĶTįņĘĮĘ©╝░Ųõā×(y©Łu)╚▒³c(di©Żn)
1. Ųš═©╔░ą═ĶTįņ
ųŲįņ╔░ą═Ą─╗∙▒ŠįŁ▓─┴Ž╩ŪĶTįņ╔░║═ą═╔░š│ĮY(ji©”)ä®ĪŻūŅ│Żė├Ą─ĶTįņ╔░╩Ū╣Ķ┘|(zh©¼)╔░Ż¼╣Ķ╔░Ą─Ė▀£žąį─▄▓╗─▄ØMūŃ╩╣ė├ę¬Ū¾Ģr(sh©¬)ät╩╣ė├õåėó╔░ĪóŃtĶFĄV╔░Īóäéė±╔░Ą╚╠žĘN╔░ĪŻæ¬(y©®ng)ė├ūŅÅVĄ─ą═╔░š│ĮY(ji©”)ä®╩Ūš│═┴Ż¼ę▓┐╔▓╔ė├Ė„ĘNĖ╔ąįė═╗“░ļĖ╔ąįė═Īó╦«╚▄ąį╣Ķ╦ß¹}╗“┴ū╦ß¹}║═Ė„ĘN║Ž│╔śõų¼ū„ą═╔░š│ĮY(ji©”)ä®ĪŻ
╔░ą═ĶTįņųą╦∙ė├Ą─═Ō╔░ą═░┤ą═╔░╦∙ė├Ą─š│ĮY(ji©”)ä®╝░ŲõĮ©┴óÅŖ(qi©óng)Č╚Ą─ĘĮ╩Į▓╗═¼Ęų×ķš│═┴ر╔░ą═Īóš│═┴Ė╔╔░ą═║═╗»īW(xu©”)ė▓╗»╔░ą═3ĘNĪŻ
╔░ą═ĶTįņė├Ą─╩ŪūŅ┴„ąą║═ūŅ║å(ji©Żn)å╬ŅÉą═Ą─ĶT╝■ęččėė├ÄūéĆ(g©©)╩└╝o(j©¼).╔░ą═ĶTįņ╩Ūė├üĒ(l©ói)ųŲįņ┤¾ą═▓┐╝■Ż¼╚ń╗ęĶTĶFŻ¼Ū“─½ĶTĶF,▓╗õPõō║═Ųõ╦³ŅÉą═õō▓─Ą╚╣żą“Ą─╔░ą═ĶTįņĪŻŲõųąų„ę¬▓Į¾E░³└©└L«ŗŻ¼─ŻŠ▀Ż¼ųŲąŠŻ¼įņą═Ż¼╚█╗»╝░Ø▓ūóŻ¼ŪÕØŹĄ╚ĪŻ
╣ż╦ćģóöĄ(sh©┤)Ą─▀xō±
╝ė╣żėÓ┴┐Ż║╦∙ų^╝ė╣żėÓ┴┐Ż¼Š═╩ŪĶT╝■╔ŽąĶę¬ŪąŽ„╝ė╣żĄ─▒Ē├µŻ¼æ¬(y©®ng)ŅA(y©┤)Ž╚┴¶│÷ę╗Č©Ą─╝ė╣żėÓ┴┐Ż¼Ųõ┤¾ąĪ╚ĪøQė┌ĶTįņ║ŽĮĄ─ĘNŅÉĪóįņą═ĘĮĘ©ĪóĶT╝■┤¾ąĪ╝░╝ė╣ż├µį┌ĶTą═ųąĄ─╬╗ų├Ą╚ųTČÓę“╦žĪŻ
Ų─Żą▒Č╚Ż║×ķ┴╦╩╣─Żśė▒Ńė┌Å─ĶTą═ųą╚Ī│÷Ż¼┤╣ų▒ė┌Ęųą═├µĄ─┴ó▒┌╔Ž╦∙╝ėĄ─ą▒Č╚ĘQ×ķŲ─Żą▒Č╚ĪŻ
ĶTįņłAĮŪŻ║×ķ┴╦Ę└ų╣ĶT╝■į┌▒┌Ą─▀BĮė║═╣šĮŪ╠Ä«a(ch©Żn)╔·æ¬(y©®ng)┴”║═┴č╝yŻ¼Ę└ų╣ĶTą═Ą─╝ŌĮŪōpē─║═«a(ch©Żn)╔·╔░č█Ż¼į┌įO(sh©©)ėŗ(j©¼)ĶT╝■Ģr(sh©¬)Ż¼ĶT╝■▒┌Ą─▀BĮė║═╣šĮŪ▓┐Ęųæ¬(y©®ng)įO(sh©©)ėŗ(j©¼)│╔łAĮŪĪŻ
ą═ąŠŅ^Ż║×ķ┴╦▒ŻūCą═ąŠį┌ĶTą═ųąĄ─Č©╬╗Īó╣╠Č©║═┼┼ÜŌŻ¼─Żśė║═ą═ąŠČ╝ę¬įO(sh©©)ėŗ(j©¼)│÷ą═ąŠŅ^ĪŻ
╩š┐sėÓ┴┐Ż║ė╔ė┌ĶT╝■į┌Ø▓ūó║¾Ą─└õģs╩š┐sŻ¼ųŲū„─ŻśėĢr(sh©¬)ę¬╝ė╔Ž▀@▓┐Ęų╩š┐s│▀┤ńĪŻ
ā×(y©Łu)³c(di©Żn)Ż║
-
š│═┴Ą─┘Yį┤žSĖ╗Īóār(ji©ż)Ė±▒Ńę╦ĪŻ╩╣ė├▀^Ą─š│═┴ر╔░Įø(j©®ng)▀m«ö(d©Īng)?sh©┤)─╔░╠Ä└Ē║¾Ż¼Į^┤¾▓┐ĘųŠ∙┐╔╗ž╩šį┘ė├Ż╗
-
ųŲįņĶTą═Ą─ų▄Ų┌Č╠Īó╣żą¦Ė▀Ż╗
-
╗ņ║├Ą─ą═╔░┐╔╩╣ė├Ą─Ģr(sh©¬)ķgķL(zh©Żng)Ż╗
-
▀mæ¬(y©®ng)ąį║▄ÅVĪŻąĪ╝■Īó┤¾╝■Ż¼║å(ji©Żn)å╬╝■ĪóÅ═(f©┤)ļs╝■Ż¼å╬╝■Īó┤¾┼·┴┐Č╝┐╔▓╔ė├Ż╗
╚▒³c(di©Żn)╝░ŠųŽ▐ąįŻ║
-
ę“?y©żn)ķ├┐éĆ(g©©)╔░┘|(zh©¼)ĶTą═ų╗─▄Ø▓ūóę╗┤╬Ż¼½@Ą├ĶT╝■║¾ĶTą═╝┤ōpē─Ż¼▒žĒÜųžą┬įņą═Ż¼╦∙ęį╔░ą═ĶTįņĄ─╔·«a(ch©Żn)ą¦┬╩▌^Ą═Ż╗
-
ĶTą═Ą─äéČ╚▓╗Ė▀Ż¼ĶT╝■Ą─│▀┤ńŠ½Č╚▌^▓ŅŻ╗
-
ĶT╝■ęūė┌«a(ch©Żn)╔·ø_╔░ĪóŖA╔░ĪóÜŌ┐ūĄ╚╚▒Ž▌ĪŻ
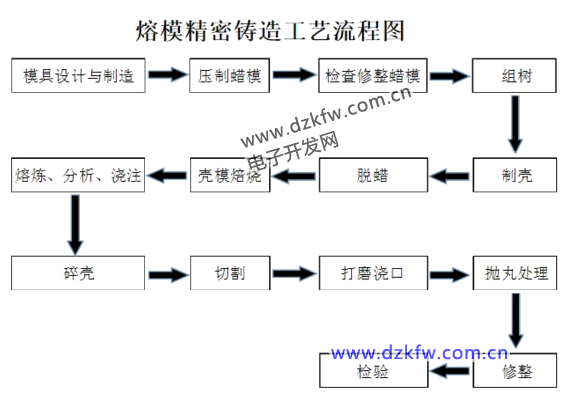
2. ╚█─ŻĶTįņ
ė├Ž×┴Žū÷─ŻśėĢr(sh©¬)Ż¼╚█─ŻĶTįņėųĘQ"╩¦Ž×ĶTįņ"ĪŻ╚█─ŻĶTįņ═©│Ż╩ŪųĖį┌ęū╚█▓─┴ŽųŲ│╔─ŻśėŻ¼į┌─Żśė▒Ē├µ░³Ė▓╚¶Ė╔īė─═╗▓─┴ŽųŲ│╔ą═ÜżŻ¼į┘īó─Żśė╚█╗»┼┼│÷ą═ÜżŻ¼Å─Č°½@Ą├¤o(w©▓)Ęųą═├µĄ─ĶTą═Ż¼Įø(j©®ng)Ė▀£ž▒║¤²║¾╝┤┐╔╠Ņ╔░Ø▓ūóĄ─ĶTįņĘĮ░ĖĪŻė╔ė┌─ŻśėÅVĘ║▓╔ė├Ž×┘|(zh©¼)▓─┴ŽüĒ(l©ói)ųŲįņŻ¼╣╩│Żīó╚█─ŻĶTįņĘQ×ķĪ░╩¦Ž×ĶTįņĪ▒ĪŻ
┐╔ė├╚█─ŻĶTįņĘ©╔·«a(ch©Żn)Ą─║ŽĮĘNŅÉėą╠╝╦žõōĪó║ŽĮõōĪó─═¤ß║ŽĮĪó▓╗õPõōĪóŠ½├▄║ŽĮĪóė└┤┼║ŽĮĪó▌S│ą║ŽĮĪóŃ~║ŽĮĪóõX║ŽĮĪóŌü║ŽĮ║═Ū“─½ĶTĶFĄ╚ĪŻ
╚█─ŻĶTįņ╣ż╦ć▀^│╠
ā×(y©Łu)³c(di©Żn)Ż║
-
│▀┤ńŠ½Č╚▌^Ė▀ĪŻę╗░Ń┐╔▀_(d©ó)CT4-6Ż©╔░ą═ĶTįņ×ķCT10~13Ż¼ē║ĶT×ķCT5~7Ż®Ż╗
-
┐╔ęį╠ßĖ▀Įī┘▓─┴ŽĄ─└¹ė├┬╩ĪŻ╚█─ŻĶTįņ─▄’@ų°£p╔┘«a(ch©Żn)ŲĘĄ─│╔ą╬▒Ē├µ║═┼õ║Ž▒Ē├µĄ─╝ė╣ż┴┐Ż¼╣Ø(ji©”)╩Ī╝ė╣ż┼_(t©ói)Ģr(sh©¬)║═╚ąŠ▀▓─┴ŽĄ─Ž¹║─Ż╗
-
─▄ūŅ┤¾Ž▐Č╚Ąž╠ßĖ▀├½┼„┼c┴Ń╝■ų«ķgĄ─ŽÓ╦Ų│╠Č╚Ż¼×ķ┴Ń╝■Ą─ĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)ĦüĒ(l©ói)║▄┤¾ĘĮ▒ŃĪŻĶTįņą╬ĀŅÅ═(f©┤)ļsĄ─ĶT╝■╚█─ŻĶTįņ─▄ĶT│÷ą╬ĀŅ╩«ĘųÅ═(f©┤)ļsĄ─ĶT╝■Ż¼ę▓─▄ĶTįņ▒┌║±×ķ0.5mmĪóųž┴┐ąĪų┴1gĄ─ĶT╝■Ż¼▀Ć┐╔ęįĶTįņĮM║ŽĄ─Īóš¹¾wĄ─ĶT╝■Ż╗
-
▓╗╩▄║ŽĮ▓─┴ŽĄ─Ž▐ųŲĪŻ╚█─ŻĶTįņĘ©┐╔ęįĶTįņ╠╝õōĪó║ŽĮõōĪóŪ“─½ĶTĶFĪóŃ~║ŽĮ║═õX║ŽĮĶT╝■Ż¼▀Ć┐╔ęįĶTįņĖ▀£ž║ŽĮĪóµV║ŽĮĪóŌü║ŽĮęį╝░┘FĮī┘Ą╚▓─┴ŽĄ─ĶT╝■ĪŻī”(du©¼)ė┌ļyęįÕæįņĪó║ĖĮė║═ŪąŽ„╝ė╣żĄ─║ŽĮ▓─┴ŽŻ¼╠žäe▀mę╦ė┌ė├Š½ĶTĘĮĘ©ĶTįņŻ╗
-
╔·«a(ch©Żn)ņ`╗ŅąįĖ▀Īó▀mæ¬(y©®ng)ąįÅŖ(qi©óng)╚█─ŻĶTįņ╝╚▀mė├ė┌┤¾┼·┴┐╔·«a(ch©Żn)Ż¼ę▓▀mė├ąĪ┼·┴┐╔·«a(ch©Żn)╔§ų┴å╬╝■╔·«a(ch©Żn)ĪŻ
╚▒³c(di©Żn)╝░ŠųŽ▐ąįŻ║
ĶT╝■│▀┤ń▓╗─▄╠½┤¾╣ż╦ć▀^│╠Å═(f©┤)ļsĶT╝■└õģs╦┘Č╚┬²ĪŻ╚█─ŻĶTįņį┌╦∙ėą├½┼„│╔ą╬ĘĮĘ©ųąŻ¼╣ż╦ćūŅÅ═(f©┤)ļsŻ¼ĶT╝■│╔▒Šę▓║▄Ė▀Ż¼Ą½╩Ū╚ń╣¹«a(ch©Żn)ŲĘ▀xō±Ą├«ö(d©Īng)Ż¼┴Ń╝■įO(sh©©)ėŗ(j©¼)║Ž└ĒŻ¼Ė▀░║Ą─ĶTįņ│╔▒Šė╔ė┌£p╔┘ŪąŽ„╝ė╣żĪóčb┼õ║═╣Ø(ji©”)╝sĮī┘▓─┴ŽĄ╚ĘĮ├µČ°Ą├ĄĮča(b©│)āöŻ¼ät╚█─ŻĶTįņŠ▀ėą┴╝║├Ą─Įø(j©®ng)Ø·(j©¼)ąįĪŻ
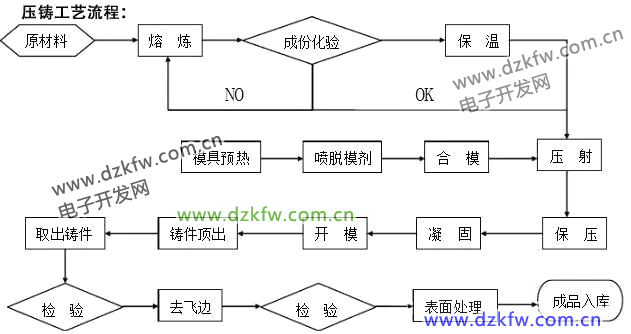
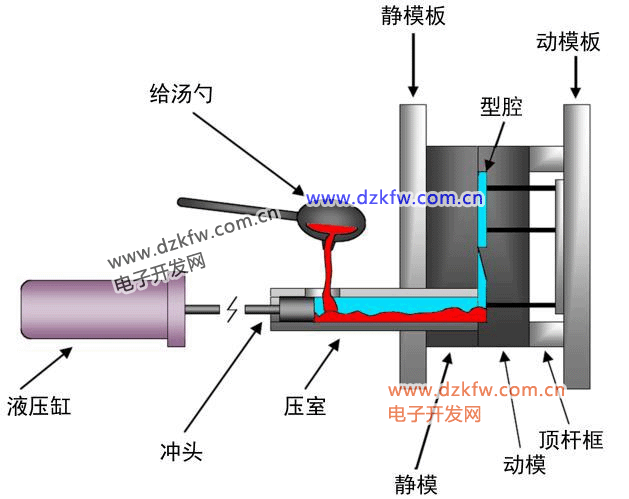
3. ē║ĶT
ē║ĶT╣ż╦ćįŁ└Ē╩Ū└¹ė├Ė▀ē║īóĮī┘ę║Ė▀╦┘ē║╚ļę╗Š½├▄Įī┘─ŻŠ▀ą═Ū╗ā╚(n©©i)Ż¼Įī┘ę║į┌ē║┴”ū„ė├Ž┬└õģs─²╣╠Č°ą╬│╔ĶT╝■ĪŻ
ē║┴”ĶTįņ a) ║Žą═Ø▓ūó b) ē║╔õ c) ķ_ą═Ēö╝■
└õĪó¤ß╩ęē║ĶT╩Ūē║ĶT╣ż╦ćĄ─ā╔ĘN╗∙▒ŠĘĮ╩ĮĪŻ└õ╩ęē║ĶTųąĮī┘ę║ė╔╩ų╣ż╗“ūįäė(d©░ng)Ø▓ūóčbų├Ø▓╚ļē║╩ęā╚(n©©i)Ż¼╚╗║¾ē║╔õø_Ņ^Ū░▀M(j©¼n)Ż¼īóĮī┘ę║ē║╚ļą═Ū╗ĪŻį┌¤ß╩ęē║ĶT╣ż╦ćųąŻ¼ē║╩ę┤╣ų▒ė┌█ßłÕā╚(n©©i)Ż¼Įī┘ę║═©▀^ē║╩ę╔ŽĄ─▀M(j©¼n)┴Ž┐┌ūįäė(d©░ng)┴„╚ļē║╩ęĪŻē║╔õø_Ņ^Ž“Ž┬▀\(y©┤n)äė(d©░ng)Ż¼═Ųäė(d©░ng)Įī┘ę║═©▀^∙ZŅi╣▄▀M(j©¼n)╚ļą═Ū╗ĪŻĮī┘ę║─²╣╠║¾Ż¼ē║ĶT─ŻŠ▀┤“ķ_Ż¼╚Ī│÷ĶT╝■Ż¼═Ļ│╔ę╗éĆ(g©©)ē║ĶT裣h(hu©ón)ĪŻ
ē║ĶT╣ż╦ć┴„│╠łD
ā×(y©Łu)³c(di©Żn)Ż║
-
«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐║├ĪŻĶT╝■│▀┤ńŠ½Č╚Ė▀Ż¼ę╗░ŃŽÓ«ö(d©Īng)ė┌6~7╝ē(j©¬)Ż¼╔§ų┴┐╔▀_(d©ó)4╝ē(j©¬)Ż╗▒Ē├µ╣ŌØŹČ╚║├Ż¼ę╗░ŃŽÓ«ö(d©Īng)ė┌5~8╝ē(j©¬)Ż╗ÅŖ(qi©óng)Č╚║═ė▓Č╚▌^Ė▀Ż¼ÅŖ(qi©óng)Č╚ę╗░Ń▒╚╔░ą═ĶTįņ╠ßĖ▀25~30%Ż¼Ą½čė╔ņ┬╩ ĮĄĄ═╝s70%Ż╗│▀┤ńĘĆ(w©¦n)Č©Ż¼╗źōQąį║├Ż╗┐╔ē║ĶT▒Ī▒┌Å═(f©┤)ļsĄ─ĶT╝■Ż╗
-
╔·«a(ch©Żn)ą¦┬╩Ė▀ĪŻÖC(j©®)Ų„╔·«a(ch©Żn)┬╩Ė▀Ż¼└²╚ńć°(gu©«)«a(ch©Żn)Jó¾3ą═┼P╩Į└õ┐šē║ĶTÖC(j©®)ŲĮŠ∙░╦ąĪĢr(sh©¬)┐╔ē║ĶT600Ī½700┤╬Ż¼ąĪą═¤ß╩ęē║ĶTÖC(j©®)ŲĮŠ∙├┐░╦ąĪĢr(sh©¬)┐╔ē║ĶT3000~7000┤╬Ż╗ē║ĶTą═ē█├³ķL(zh©Żng)Ż¼ę╗ĖČē║ĶTą═Ż¼ē║ĶTńŖ║ŽĮŻ¼ē█├³┐╔▀_(d©ó)Äū╩«╚f(w©żn)┤╬Ż¼╔§ų┴╔Ž░┘╚f(w©żn)┤╬Ż╗ęūīŹ(sh©¬)¼F(xi©żn)ÖC(j©®)ąĄ╗»║═ūįäė(d©░ng)╗»Ż╗
-
Įø(j©®ng)Ø·(j©¼)ą¦╣¹ā×(y©Łu)┴╝ĪŻė╔ė┌ē║ĶT╝■│▀┤ńŠ½┤_Ż¼▒ĒĘ║╣ŌØŹĄ╚ā×(y©Łu)³c(di©Żn)ĪŻę╗░Ń▓╗į┘▀M(j©¼n)ąąÖC(j©®)ąĄ╝ė╣żČ°ų▒Įė╩╣ė├Ż¼╗“╝ė╣ż┴┐║▄ąĪŻ¼╦∙ęį╝╚╠ßĖ▀┴╦Įī┘└¹ė├┬╩Ż¼ėų£p╔┘┴╦┤¾┴┐Ą─╝ė╣żįO(sh©©)éõ║═╣żĢr(sh©¬)Ż╗ĶT╝■ār(ji©ż)Ė±▒ŃęūŻ╗┐╔ęį▓╔ė├ĮM║Žē║ĶTęįŲõ╦¹Įī┘╗“ĘŪĮī┘▓─┴ŽĪŻ╝╚╣Ø(ji©”)╩Īčb┼õ╣żĢr(sh©¬)ėų╣Ø(ji©”)╩ĪĮī┘ĪŻ
╚▒³c(di©Żn)╝░ŠųŽ▐ąįŻ║
-
ē║ĶTĢr(sh©¬)ė╔ė┌ę║æB(t©żi)Įī┘│õ╠Ņą═Ū╗╦┘Č╚Ė▀Ż¼┴„æB(t©żi)▓╗ĘĆ(w©¦n)Č©Ż¼╣╩▓╔ė├ę╗░Ńē║ĶTĘ©Ż¼ĶT╝■ęū«a(ch©Żn)╔·ÜŌ┐ūŻ¼▓╗─▄▀M(j©¼n)ąą¤ß╠Ä└ĒŻ╗
-
ī”(du©¼)ā╚(n©©i)░╝Å═(f©┤)ļsĄ─ĶT╝■Ż¼ē║ĶT▌^×ķ└¦ļyŻ╗
-
Ė▀╚█³c(di©Żn)║ŽĮŻ©╚ńŃ~Ż¼║┌╔½Įī┘Ż®Ż¼ē║ĶTą═ē█├³▌^Ą═Ż╗
-
▓╗ę╦ąĪ┼·┴┐╔·«a(ch©Żn)Ż¼Ųõų„ę¬įŁę“╩Ūē║ĶTą═ųŲįņ│╔▒ŠĖ▀Ż¼ē║ĶTÖC(j©®)╔·«a(ch©Żn)ą¦┬╩Ė▀Ż¼ąĪ┼·┴┐╔·«a(ch©Żn)▓╗Įø(j©®ng)Ø·(j©¼)ĪŻ
4. Įī┘ą═ĶTįņ
ėųĘQė▓─ŻĶTįņŻ¼╦³╩Ūīóę║¾wĮī┘Ø▓╚ļĮī┘ĶTą═Ż¼ęį½@Ą├ĶT╝■Ą─ę╗ĘNĶTįņĘĮĘ©ĪŻĶTą═╩Ūė├Įī┘ųŲ│╔Ż¼┐╔ęįĘ┤Å═(f©┤)╩╣ė├ČÓ┤╬Ż©Äū░┘┤╬ĄĮÄūŪ¦┤╬Ż®Ż¼ėųĮąė└Š├ą═ĶTįņĪŻ
Įī┘ą═Ą─ĮY(ji©”)śŗ(g©░u)
ę╗░ŃĄ─Ż¼Įī┘ą═ė├ĶTĶF║═ĶTõōųŲ│╔ĪŻĶT╝■Ą─ā╚(n©©i)Ū╗╝╚┐╔ė├Įī┘ąŠĪóę▓┐╔ė├╔░ąŠĪŻĮī┘ą═Ą─ĮY(ji©”)śŗ(g©░u)ėąČÓĘNŻ¼╚ń╦«ŲĮĘųą═Īóųžų▒Ęųą═╝░Å═(f©┤)║ŽĘųą═ĪŻŲõųą┤╣ų▒Ęųą═▒Ńė┌ķ_įO(sh©©)ā╚(n©©i)Ø▓┐┌║═╚Ī│÷ĶT╝■Ż╗╦«ŲĮĘųą═ČÓė├üĒ(l©ói)╔·«a(ch©Żn)▒Ī▒┌▌åĀŅĶT╝■Ż╗Å═(f©┤)║ŽĘųą═Ą─╔Ž░ļą═╩Ūė╔┤╣ų▒Ęųą═Ą─ā╔░ļą═▓╔ė├Ńqµ£▀BĮY(ji©”)Č°│╔Ż¼Ž┬░ļą═×ķ╣╠Č©▓╗äė(d©░ng)Ą─╦«ŲĮĄū░ÕŻ¼ų„ę¬æ¬(y©®ng)ė├ė┌▌^Å═(f©┤)ļsĶT╝■Ą─ĶTįņĪŻ
Įī┘ą═ĶTįņą═Ą─╣ż╦ć╠ž³c(di©Żn)Ż║Įī┘ą═Ą─ī¦(d©Żo)¤ß╦┘Č╚┐ņ║═¤o(w©▓)═╦ūīąįŻ¼╩╣ĶT╝■ęū«a(ch©Żn)╔·Ø▓▓╗ūŃĪó└õĖ¶Īó┴č╝y╝░░ū┐┌Ą╚╚▒Ž▌ĪŻ┤╦═ŌŻ¼Įī┘ą═Ę┤Å═(f©┤)Įø(j©®ng)╩▄ūŲ¤ßĮī┘ę║Ą─ø_╦óŻ¼Ģ■(hu©¼)ĮĄĄ═╩╣ė├ē█├³Ż¼×ķ┤╦æ¬(y©®ng)▓╔ė├ęįŽ┬▌oų·╣ż╦ć┤ļ╩®ĪŻ
ŅA(y©┤)¤ßĮī┘ą═Ż║Ø▓ūóŪ░ŅA(y©┤)¤ßĮī┘ą═Ż¼┐╔£pŠÅĶTą═Ą─└õģs─▄┴”Ż¼ėą└¹ė┌Įī┘ę║Ą─│õą═╝░ ĶTĶFĄ─╩»─½╗»▀^│╠ĪŻ╔·«a(ch©Żn)ĶTĶF╝■Ż¼Įī┘ą═ŅA(y©┤)¤ßų┴250Ī½350ĪµŻ╗╔·«a(ch©Żn)ėą╔½Įī┘╝■ŅA(y©┤)¤ßų┴100Ī½250ĪµĪŻ
╦ó═┐┴ŽŻ║×ķ▒Żūo(h©┤)Įī┘ą═║═ĘĮ▒Ń┼┼ÜŌŻ¼═©│Żį┌Įī┘ą═▒Ē├µćŖ╦ó─═╗═┐┴ŽīėŻ¼ęį├ŌĮī┘ ą═ų▒Įė╩▄Įī┘ę║ø_╬g║═¤ßū„ė├ĪŻę“?y©żn)ķš{(di©żo)š¹═┐┴Žīė║±Č╚┐╔ęįĖ─ūāĶT╝■Ė„▓┐ĘųĄ─└õģs╦┘Č╚Ż¼▓óėą└¹ė┌Įī┘ą═ųąĄ─ÜŌ¾w┼┼│÷ĪŻØ▓ūó▓╗═¼Ą─║ŽĮŻ¼æ¬(y©®ng)ćŖ╦ó▓╗═¼Ą─═┐┴ŽĪŻ╚ńĶTįņõX║ŽĮ╝■Ż¼æ¬(y©®ng)ćŖ╦óė╔č§╗»õ\Ę█Īó╗¼╩»Ę█║═╦«▓Ż┴¦ųŲ│╔Ą─═┐┴ŽŻ╗ī”(du©¼)╗ęĶTĶF╝■ätæ¬(y©®ng)▓╔ė├ė╔╩»─½Ę█Īó╗¼╩»Ę█Īó─═╗š│═┴Ę█╝░╠ę─z║═╦«ĮM│╔Ą─═┐┴ŽĪŻ
Ø▓ūóŻ║Įī┘ą═Ą─ī¦(d©Żo)¤ßąįÅŖ(qi©óng)Ż¼ę“┤╦▓╔ė├Įī┘ĶTą═Ģr(sh©¬)Ż¼║ŽĮĄ─Ø▓ūó£žČ╚æ¬(y©®ng)▒╚▓╔ė├╔░ą═Ė▀ │÷20Ī½30ĪµĪŻę╗░ŃĄ─Ż¼õX║ŽĮ×ķ680ĪµĪ½740ĪµŻ╗ĶTĶF×ķ1300ĪµĪ½1370ĪµŻ╗ÕaŪÓŃ~×ķ1100Ī½1150ĪµĪŻ▒Ī▒┌╝■╚Ī╔ŽŽ▐Ż¼║±▒┌╝■╚ĪŽ┬Ž▐ĪŻĶTĶF╝■Ą─▒┌║±▓╗ąĪė┌15mmŻ¼ęįĘ└░ū┐┌ĮM┐ŚĪŻ
ķ_ą═Ż║ķ_ą═ė·═ĒŻ¼ĶT╝■į┌Įī┘ą═ā╚(n©©i)╩š┐s┴┐ė·┤¾Ż¼╚Ī│÷▓╔ė├└¦ļyŻ¼Č°ŪęĶT╝■ęū«a(ch©Żn)╔·┤¾ Ą─ā╚(n©©i)æ¬(y©®ng)┴”║═┴č╝yĪŻ═©│ŻĶTĶF╝■Ą─│÷ą═£žČ╚700Ī½950ĪµŻ¼ķ_ą═Ģr(sh©¬)ķg×ķØ▓ūó║¾10Ī½60├ļĪŻ
ā×(y©Łu)³c(di©Żn)Ż║
┼c╔░ą═ĶTįņŽÓ▒╚Ż¼Įī┘ą═ĶTįņėą╚ńŽ┬ā×(y©Łu)³c(di©Żn)Ż║
-
Å═(f©┤)ė├ąį║├Ż¼┐╔Ī░ę╗ą═ČÓĶTĪ▒Ż¼╣Ø(ji©”)╩Ī┴╦įņą═▓─┴Ž║═įņą═╣żĢr(sh©¬)ĪŻ
-
ė╔ė┌Įī┘ą═ī”(du©¼)ĶT╝■Ą─└õģs─▄┴”ÅŖ(qi©óng)Ż¼╩╣ĶT╝■Ą─ĮM┐Śų┬├▄ĪóÖC(j©®)ąĄąį─▄Ė▀ĪŻ
-
ĶT╝■Ą─│▀┤ńŠ½Č╚Ė▀Ż¼╣½▓ŅĄ╚╝ē(j©¬)×ķIT12Ī½I(xi©żn)T14Ż╗▒Ē├µ┤ų▓┌Č╚▌^Ą═Ż¼Ra×ķ6.3mĪŻ
-
Įī┘ą═ĶTįņ▓╗ė├╔░╗“ė├╔░╔┘Ż¼Ė─╔Ų┴╦ä┌äė(d©░ng)Śl╝■ĪŻ
╚▒³c(di©Żn)╝░ŠųŽ▐ąįŻ║Įī┘ą═Ą─ųŲįņ│╔▒ŠĖ▀Īóų▄Ų┌ķL(zh©Żng)Īó╣ż╦ćę¬Ū¾ć└(y©ón)Ė±Ż¼▓╗▀mė├ė┌å╬╝■ąĪ┼·┴┐ĶT╝■Ą─╔·«a(ch©Żn)Ż¼ų„ę¬▀mė├ė┌ėą╔½║ŽĮĶT╝■Ą─┤¾┼·┴┐╔·«a(ch©Żn)Ż¼╚ń’wÖC(j©®)ĪóŲ¹▄ćĪóā╚(n©©i)╚╝ÖC(j©®)Īó─”═ą▄ćĄ╚ė├Ą─õX╗Ņ╚¹ĪóŲ¹Ėū¾wĪóŲ¹Ėū╔wĪóė═▒├Üż¾w╝░Ń~║ŽĮĄ─▌S═▀Īó▌S╠ūĄ╚ĪŻī”(du©¼)║┌╔½║ŽĮĶT╝■Ż¼ę▓ų╗Ž▐ė┌ą╬ĀŅ▌^║å(ji©Żn)å╬Ą─ųąĪóąĪĶT╝■ĪŻ5. Ą═ē║ĶTįņĄ═ē║ĶTįņ╩ŪųĖ╩╣ę║¾wĮī┘į┌▌^Ą═ē║┴”(0.02Ī½0.06MPa)ū„ė├Ž┬│õ╠ŅĶTą═Ż¼▓óį┌ē║┴”Ž┬ĮY(ji©”)Š¦ęįą╬│╔ĶT╝■Ą─ĘĮĘ©ĪŻĄ═ē║ĶTįņ╣ż╦ćįŁ└ĒłDŻ║1Ī¬▒Ż£ž╩ę 2Ī¬█ßłÕ 3Ī¬╔²ę║╣▄ 4Ī¬┘AÜŌ╣▐ 5Ī¬ĶTą═Ą═ē║ĶTįņĄ─╣żū„įŁ└ĒŽ┬łD╦∙╩ŠĪŻ░č╚█¤Æ║├Ą─Įī┘ę║Ą╣╚ļ▒Ż£ž█ßłÕŻ¼čb╔Ž├▄ĘŌ╔wŻ¼╔²ę║ī¦(d©Żo)╣▄╩╣Įī┘ę║┼cĶTą═ŽÓ═©Ż¼µiŠoĶTą═Ż¼ŠÅ┬²ĄžŽ“█ßłÕĀtā╚(n©©i)═©╚ļĖ╔į’Ą─ē║┐s┐šÜŌŻ¼Įī┘ę║╩▄ÜŌ¾wē║┴”Ą─ū„ė├Ż¼ė╔Ž┬Č°╔Žčžų°╔²ę║╣▄║═Ø▓ūóŽĄĮy(t©»ng)│õØMą═Ū╗Ż¼▓óį┌ē║┴”Ž┬ĮY(ji©”)Š¦Ż¼ĶT╝■│╔ą═║¾│Ę╚ź█ßłÕā╚(n©©i)Ą─ē║┴”Ż¼╔²ę║╣▄ā╚(n©©i)Ą─Įī┘ę║ĮĄ╗žĄĮ█ßłÕā╚(n©©i)Įī┘ę║├µĪŻķ_åóĶTą═Ż¼╚Ī│÷ĶT╝■ĪŻ
Ą═ē║ĶTįņ╩ŠęŌłD
ā×(y©Łu)³c(di©Żn)Ż║
- Ø▓ūóĢr(sh©¬)Įī┘ę║Ą─╔Ž╔²╦┘Č╚║═ĮY(ji©”)Š¦ē║┴”┐╔ęįš{(di©żo)╣Ø(ji©”)Ż¼╣╩┐╔▀mė├ė┌Ė„ĘN▓╗═¼ĶTą═(╚ńĮī┘ą═Īó╔░ą═Ą╚)Ż¼ĶTįņĖ„ĘN║ŽĮ╝░Ė„ĘN┤¾ąĪĄ─ĶT╝■Ż╗
- ▓╔ė├Ąūūó╩Į│õą═Ż¼Įī┘ę║│õą═ŲĮĘĆ(w©¦n)Ż¼¤o(w©▓)’w×R¼F(xi©żn)Ž¾Ż¼┐╔▒▄├ŌŠĒ╚ļÜŌ¾w╝░ī”(du©¼)ą═▒┌║═ą═ąŠĄ─ø_╦óŻ¼ĶT╝■Ą─ÜŌ┐ūĪóŖAį³Ą╚╚▒Ž▌╔┘Ż¼╠ßĖ▀┴╦ĶT╝■Ą─║ŽĖ±┬╩Ż╗
- ĶT╝■į┌ē║┴”Ž┬ĮY(ji©”)Š¦Ż¼ĶT╝■ĮM┐Śų┬├▄Īó▌å└¬ŪÕ╬·Īó▒Ē├µ╣ŌØŹŻ¼┴”īW(xu©”)ąį─▄▌^Ė▀Ż¼ī”(du©¼)ė┌┤¾▒Ī▒┌╝■Ą─ĶTįņė╚×ķėą└¹Ż╗
- ╩Ī╚źča(b©│)┐s├░┐┌Ż¼Įī┘└¹ė├┬╩╠ßĖ▀ĄĮ90%Ī½98%Ż╗
- ä┌äė(d©░ng)ÅŖ(qi©óng)Č╚Ą═Ż¼ä┌äė(d©░ng)Śl╝■║├Ż¼įO(sh©©)éõ║å(ji©Żn)ęūŻ¼ęūīŹ(sh©¬)¼F(xi©żn)ÖC(j©®)ąĄ╗»║═ūįäė(d©░ng)╗»ĪŻ
- ė├ļxą─ĶTįņ╔·«a(ch©Żn)┐šą─ą²▐D(zhu©Żn)¾wĶT╝■Ģr(sh©¬)Ż¼┐╔╩Ī╚źą═ąŠĪóØ▓ūóŽĄĮy(t©»ng)║═├░┐┌Ż╗
- ė╔ė┌ą²▐D(zhu©Żn)Ģr(sh©¬)ę║¾wĮī┘į┌╦∙«a(ch©Żn)╔·Ą─ļxą─┴”ū„ė├Ž┬Ż¼├▄Č╚┤¾Ą─Įī┘▒╗═Ų═∙═Ō▒┌Ż¼Č°├▄Č╚ąĪĄ─ÜŌ¾wĪó╚█į³Ž“ūįė╔▒Ē├µęŲäė(d©░ng)Ż¼ą╬│╔ūį═ŌŽ“ā╚(n©©i)Ą─Č©Ž“─²╣╠Ż¼ę“┤╦ča(b©│)┐sŚl╝■║├Ż¼ĶT╝■ĮM┐Śų┬├▄Ż¼┴”īW(xu©”)ąį─▄║├Ż╗
- ▒Ńė┌Ø▓ūóĪ░ļpĮī┘Ī▒▌S╠ū║═▌S═▀Ż¼╚ńį┌õō╠ūā╚(n©©i)ĶéĶTę╗▒ĪīėŃ~ęr╠ūŻ¼┐╔╣Ø(ji©”)╩Īār(ji©ż)Ė±▌^┘FĄ─Ń~┴ŽŻ╗
- │õą═─▄┴”║├Ż╗
- Ž¹│²║═£p╔┘Ø▓ūóŽĄĮy(t©»ng)║═├░┐┌ĘĮ├µĄ─Ž¹║─ĪŻ
- ĶT╝■ā╚(n©©i)ūįė╔▒Ē├µ┤ų▓┌Ż¼│▀┤ńš`▓Ņ┤¾Ż¼ŲĘ┘|(zh©¼)▓ŅŻ╗
- ▓╗▀mė├ė┌├▄Č╚Ų½╬÷┤¾Ą─║ŽĮŻ©╚ńŃUŪÓŃ~Ż®╝░õXĪóµVĄ╚║ŽĮĪŻ
╚²ĪóĶTįņ╚▒Ž▌╝░Ųõ┐žųŲĘĮĘ©ĶT╝■╚▒Ž▌ĘNŅÉĘ▒ČÓŻ¼«a(ch©Żn)╔·╚▒Ž▌Ą─įŁę“ę▓╩«ĘųÅ═(f©┤)ļsĪŻ╦³▓╗āH┼cĶTą═╣ż╦ćėąĻP(gu©Īn)Ż¼Č°Ūę▀Ć┼cĶTįņ║ŽĮĄ─ąįųŲĪó║ŽĮĄ─╚█¤ÆĪóįņą═▓─┴ŽĄ─ąį─▄Ą╚ę╗ŽĄ┴ąę“╦žėąĻP(gu©Īn)ĪŻę“┤╦Ż¼Ęų╬÷ĶT╝■╚▒Ž▌«a(ch©Żn)╔·Ą─įŁę“Ģr(sh©¬)Ż¼ę¬Å─Š▀¾wŪķør│÷░l(f©Ī)Ż¼Ė∙ō■(j©┤)╚▒Ž▌Ą─╠žš„Īó╬╗ų├Īó▓╔ė├Ą─╣ż╦ć║═╦∙ė├ą═╔░Ą╚ę“╦žŻ¼▀M(j©¼n)ąąŠC║ŽĘų╬÷Ż¼╚╗║¾▓╔╚ĪŽÓæ¬(y©®ng)Ą─╝╝ąg(sh©┤)┤ļ╩®Ż¼Ę└ų╣║═Ž¹│²╚▒Ž▌ĪŻ1. Ø▓▓╗ĄĮĶT╝■Šų▓┐ėąÜł╚▒Īó│Ż│÷¼F(xi©żn)į┌▒Ī▒┌▓┐╬╗ĪóļxØ▓Ą└ūŅ▀h(yu©Żn)▓┐╬╗╗“ĶT╝■╔Ž▓┐ĪŻÜł╚▒Ą─▀ģĮŪłA╗¼╣Ō┴┴▓╗š│╔░ĪŻ«a(ch©Żn)╔·įŁę“Ż║
- Ø▓ūó£žČ╚Ą═ĪóØ▓ūó╦┘Č╚╠½┬²╗“öÓ└m(x©┤)Ø▓ūóŻ╗
- ÖMØ▓Ą└Īóā╚(n©©i)Ø▓Ą└Įž├µĘeąĪŻ╗
- ĶF╦«│╔Ęųųą╠╝Īó╣Ķ║¼┴┐▀^Ą═Ż╗
- ą═╔░ųą╦«ĘųĪó├║Ę█║¼┴┐▀^ČÓŻ¼░l(f©Ī)ÜŌ┴┐┤¾Ż¼╗“║¼─Ó┴┐╠½Ė▀Ż¼═ĖÜŌąį▓╗┴╝Ż╗
- ╔Ž╔░ą═Ė▀Č╚▓╗ē“Ż¼ĶF╦«ē║┴”▓╗ūŃĪŻ
- ╠ßĖ▀Ø▓ūó£žČ╚Īó╝ė┐ņØ▓ūó╦┘Č╚Ż¼Ę└ų╣öÓ└m(x©┤)Ø▓ūóŻ╗
- ╝ė┤¾ÖMØ▓Ą└║═ā╚(n©©i)Ø▓Ą└Ą─Įž├µĘeŻ╗
- š{(di©żo)š¹Āt║¾┼õ┴ŽŻ¼▀m«ö(d©Īng)╠ßĖ▀╠╝Īó╣Ķ║¼┴┐Ż╗
- ĶTą═ųą╝ėÅŖ(qi©óng)┼┼ÜŌŻ¼£p╔┘ą═╔░ųąĄ─├║Ę█Ż¼ėąÖC(j©®)╬’╝ė╚ļ┴┐Ż╗
- į÷╝ė╔Ž╔░ŽõĖ▀Č╚ĪŻ
- Ø▓░³ųąĶF╦«┴┐▓╗ē“Ż╗
- Ø▓Ą└¬MąĪŻ¼Ø▓ūó╦┘Č╚ėų▀^┐ņŻ¼«ö(d©Īng)ĶF╦«Å─Ø▓┐┌▒Ł═ŌęńĢr(sh©¬)Ż¼▓┘ū„š▀š`šJ(r©©n)×ķĶTą═ęčĮø(j©®ng)│õØMŻ¼═ŻØ▓▀^įńĪŻ
- š²┤_╣└ėŗ(j©¼)Ø▓░³ųąĄ─ĶF╦«┴┐Ż╗
- ī”(du©¼)Ø▓Ą└¬MąĪĄ─ĶTą═Ż¼▀m«ö(d©Īng)Ę┼┬²Ø▓ūó╦┘Č╚Ż¼▒ŻūCĶTą═│õØMĪŻ
- ĶT╝■┬õ╔░▀^ė┌äĪ┴ęŻ¼╗“į┌░ß▀\(y©┤n)▀^│╠ųąĶT╝■╩▄ĄĮ?j©®ng)_ū▓Č°ōpē─Ż╗
- ØL═▓ŪÕ└ĒĢr(sh©¬)Ż¼ĶT╝■čb┴Ž▓╗«ö(d©Īng)Ż¼ĶT╝■Ą─▒Ī╚§▓┐Ęųį┌ĘŁØLĢr(sh©¬)▒╗┼÷öÓŻ╗
- ├░┐┌Īó├░┐┌ŅiĮž├µ│▀┤ń▀^┤¾Ż╗├░┐┌Ņiø]ėąū÷│÷Ū├öÓ├µŻ© ░╝▓█Ż®ĪŻ╗“Ū├│²Ø▓├░┐┌Ą─ĘĮĘ©▓╗š²┤_Ż¼╩╣ĶT╝■▒Š¾wōpé¹╚▒╚ŌĪŻ
- ĶT╝■į┌┬õ╔░ŪÕ└Ē║═░ß▀\(y©┤n)Ģr(sh©¬)Ż¼ūóęŌ▒▄├ŌĖ„ĘNą╬╩ĮĄ─▀^Č╚ø_ū▓Īóš±ō¶Ż¼▒▄├Ō▓╗║Ž└ĒĄ─üGĘ┼Ż╗
- ØL═▓ŪÕ└ĒĢr(sh©¬)ć└(y©ón)Ė±░┤╣ż╦ćęÄ(gu©®)│╠║═ę¬Ū¾▀M(j©¼n)ąą▓┘ū„Ż╗
- ą▐Ė─├░┐┌║═├░┐┌Ņi│▀┤ńŻ¼ū÷│÷├░┐┌ŅiŪ├öÓ├µŻ¼š²┤_šŲ╬š┤“Ø▓├░┐┌Ą─ĘĮŽ“ĪŻ
- ╔░┴Ż╠½┤ųĪó╔░ą═ŠoīŹ(sh©¬)Č╚▓╗ē“Ż╗
- ą═╔░ųą╦«Ęų╠½Ė▀Ż¼╩╣ą═╔░▓╗ęūŠoīŹ(sh©¬)Ż╗
- Ø▓ūó╦┘Č╚╠½┐ņĪóē║┴”▀^┤¾Īó£žČ╚▀^Ė▀Ż╗
- ą═╔░ųą├║Ę█╠½╔┘Ż╗
- ─Ż░Õ║µ£ž▀^Ė▀Ż¼ī¦(d©Żo)ų┬▒Ē├µą═╔░Ė╔┐▌Ż╗╗“─Ż░Õ║µ£ž▀^Ą═Ż¼ą═╔░š│ĖĮį┌─Ż░Õ╔ŽĪŻ
- į┌═ĖÜŌąįūŃē“Ą─ŪķørŽ┬Ż¼╩╣ė├▌^╝Ü(x©¼)įŁ╔░Ż¼▓ó▀m«ö(d©Īng)╠ßĖ▀ą═╔░ŠoīŹ(sh©¬)Č╚Ż╗
- ▒ŻūCą═╔░ųąĘĆ(w©¦n)Č©Ą─ėąą¦├║Ę█║¼┴┐Ż╗
- ć└(y©ón)Ė±┐žųŲ╔░╦«ĘųŻ╗
- Ė─▀M(j©¼n)Ø▓ūóŽĄĮy(t©»ng)Ż¼Ė─▀M(j©¼n)Ø▓ūó▓┘ū„ĪóĮĄĄ═Ø▓ūó£žČ╚Ż╗
- ┐žųŲ─Ż░Õ║µ┐Š£žČ╚Ż¼ę╗░Ń┼cą═╔░£žČ╚ŽÓĄ╚╗“┬įĖ▀ĪŻ
- ą═╔░▒Ē├µÅŖ(qi©óng)Č╚▓╗ē“Ż╗
- ─Żśė╔Ž¤o(w©▓)łAĮŪ╗“░╬─Żą▒Č╚ąĪī¦(d©Żo)ų┬Ń^╔░ĪóĶTą═ōpē─║¾ø]ą▐└Ē╗“ø]ą▐└Ē║├Š═║ŽŽõŻ╗
- ╔░ą═į┌Ø▓ūóŪ░Ę┼ų├Ģr(sh©¬)ķg▀^ķL(zh©Żng)Ż¼’L(f©źng)Ė╔║¾▒Ē├µÅŖ(qi©óng)Č╚ĮĄĄ═Ż╗
- ĶTą═į┌║ŽŽõĢr(sh©¬)╗“░ß▀\(y©┤n)▀^│╠ųąōpē─Ż╗
- ║ŽŽõĢr(sh©¬)ą═ā╚(n©©i)ĖĪ╔░╬┤ŪÕ│²Ė╔ā¶Ż¼║ŽŽõ║¾Ø▓┐┌▒Łø]╔w║├Ż¼╦ķ╔░Ą¶▀M(j©¼n)ĶTą═ĪŻ
- ╠ßĖ▀ą═╔░ųąš│╩┐║¼┴┐Īó╝░Ģr(sh©¬)ča(b©│)╝ėą┬╔░Ż¼╠ßĖ▀ą═╔░▒Ē├µÅŖ(qi©óng)Č╚Ż╗
- ─Żśė╣ŌØŹČ╚ę¬Ė▀Ż¼▓ó║Ž└Ēū÷│÷░╬─Żą▒Č╚║═ĶTįņłAĮŪĪŻōpē─Ą─ĶTą═ꬹ▐║├║¾į┘║ŽŽõŻ╗
- ┐sČ╠Ø▓ūóŪ░╔░ą═Ą─Ę┼ų├Ģr(sh©¬)ķgŻ╗
- ║ŽŽõ╗“░ß▀\(y©┤n)ĶTą═Ģr(sh©¬)ꬹĪą─Ż¼▒▄├Ōōpē─╗“Ą¶╚ļ╔░ą═Ū╗╔░┴ŻŻ╗
- ║ŽŽõŪ░ŪÕ│²ą═ā╚(n©©i)ĖĪ╔░Ż¼▓ó╔w║├Ø▓┐┌ĪŻ
- ŠoīŹ(sh©¬)Č╚▓╗ē“╗“▓╗ä“Ż╗
- ├µ╔░ÅŖ(qi©óng)Č╚▓╗ē“Īó╗“ą═╔░╦«Ęų▀^Ė▀Ż╗
- ę║æB(t©żi)Įī┘ē║Ņ^▀^┤¾ĪóØ▓ūó╦┘Č╚╠½┐ņĪŻ
- ╠ßĖ▀ĶTą═ŠoīŹ(sh©¬)Č╚Īó▒▄├ŌŠų▓┐▀^╦╔Ż╗
- š{(di©żo)š¹╗ņ╔░╣ż╦ćĪó┐žųŲ╦«ĘųŻ¼╠ßĖ▀ą═╔░ÅŖ(qi©óng)Č╚Ż╗
- ĮĄĄ═ę║æB(t©żi)Įī┘Ą─ē║Ņ^ĪóĮĄĄ═Ø▓ūó╦┘Č╚ĪŻ
- ╔░Žõ╬┤Šo╣╠Īóē║ĶF┘|(zh©¼)┴┐▓╗ē“╗“╚ź│²ē║ĶF▀^įńŻ╗
- Ø▓ūó▀^┐ņŻ¼ø_ō¶┴”▀^┤¾Ż╗
- ─Ż░Õ│ßŪ·ĪŻ
- į÷╝ėē║ĶFųž┴┐Ż¼╠žĶF╦«─²╣╠║¾į┘╚ź│²ē║ĶFŻ╗
- ĮĄĄ═Ø▓░³╬╗ų├Ż¼ĮĄĄ═Ø▓ūó╦┘Č╚Ż╗
- ą▐š²─Ż░ÕĪŻ
- ─Żśė╔Žėą╔ŅČ°ąĪĄ─░╝▓█Ż¼═¼ė┌ĮY(ji©”)śŗ(g©░u)╠žš„╗“░╬─Żą▒Č╚ąĪŻ¼Ų─ŻĢr(sh©¬)īó╔░ą═Ħē─╗“š┴čŻ╗
- ŠoīŹ(sh©¬)Č╚▓╗ä“Ż¼ĶTą═Šų▓┐ÅŖ(qi©óng)Č╚▓╗ūŃŻ╗
- ║ŽŽõĪó░ß▀\(y©┤n)ĶTą═Ģr(sh©¬)Ż¼▓╗ąĪą─╩╣ĶTą═Šų▓┐╔░ēKĄ¶┬õĪŻ
- ─Żśė░╬─Żą▒Č╚ę¬║Ž▀mĪó▒Ē├µ╣ŌØŹŻ╗
- ĶTą═ŠoīŹ(sh©¬)Č╚Ė▀ŪęŠ∙ä“Ż╗
- ║ŽŽõĪó░ß▀\(y©┤n)▀^│╠ųąŻ¼▓┘ū„ąĪą─ĪŻ
- ─ŻśėųŲū„▓╗┴╝Ż¼╔ŽŽ┬─Żø]ėąī”(du©¼)£╩(zh©│n)╗“─Żśėūāą╬Ż╗
- ╔░Žõ╗“─Ż░ÕČ©╬╗▓╗£╩(zh©│n)┤_Ż¼╗“Č©╬╗õN╦╔äė(d©░ng)Ż╗
- öDē║įņą═ÖC(j©®)╔Ž┴Ń╝■─źōpŻ¼└²╚ńš²ē║░ÕŽ┬ęr░ÕĪóĘ┤ē║░Õ▌S│ąĄ──źōpĄ╚Ż╗
- Ø▓ūóĢr(sh©¬)ė├Ą─╠ūŽõūāą╬Ż¼░ß▀\(y©┤n)Īóć·ŽõĢr(sh©¬)▓╗ūóęŌŻ¼╩╣╔ŽŽ┬ĶTą═░l(f©Ī)╔·╬╗ęŲĪŻ
- ╝ėÅŖ(qi©óng)─Ż░ÕĄ─Öz▓ķ║═ą▐└ĒŻ╗
- Įø(j©®ng)│ŻÖz▓ķ╔░ŽõĪó─Ż░ÕĄ─Č©╬╗õN╝░õN┐ūĪó▓ó║Ž└ĒĄž░▓čbŻ╗
- Öz▓ķöDē║įņą═ÖC(j©®)Ą─ėąĻP(gu©Īn)┴Ń╝■Ż¼╝░Ģr(sh©¬)š{(di©żo)š¹Ż¼─źōp┤¾Ą─ę¬Ė³ōQŻ╗
- Č©Ų┌ī”(du©¼)╠ūŽõš¹ą╬ĪŻ├ōŽõ║¾Ą─ĶTą═į┌░ß▀\(y©┤n)Ģr(sh©¬)ꬹĪą─ĪŻį┌├µØ▓ūóĄ─╔░ą═Ż¼æ¬(y©®ng)įōū÷ę╗┼┼╔░ą═ć·ę╗┼┼ĪŻ
- ĶF╦«╗»īW(xu©”)│╔Ęų▓╗║Žę¬Ū¾Ż¼╠╝Īó╣Ķ║¼┴┐▀^Ė▀Ż╗
- ĀtŪ░įąė²Ą─ŃG╝ė╚ļØ▓░³ā╚(n©©i)▀^įń╗“▀^▀tŻ¼╗“╩ŪŃG┴┐▓╗ūŃĪŻ
- š²┤_▀xō±╗»īW(xu©”)│╔ĘųŻ¼║Ž└Ē┼õ┴ŽŻ¼╩╣ĶF╦«ųą╠╝Īó╣Ķ┴┐į┌ęÄ(gu©®)Č©ĘČć·ā╚(n©©i)Ż╗
- į÷╝ėŃGĄ─╝ė╚ļ┴┐▓óć└(y©ón)Ė±ĀtŪ░įąė²╣ż╦ćĪŻ
- ĶF╦«ųą╠╝Īó╣Ķ║¼░·ė¹Ę┼┴┐▀^Ą═Ż¼║¼┴“┴┐▀^Ė▀Ż╗
- Ø▓ūó£žČ╚▀^Ė▀Ż╗
- ├░┐┌Ņi▀^┤¾Īó▀^Č╠Ż¼įņ│╔Šų▓┐▀^¤ßć└(y©ón)ųžŻ¼╗“ųž┐┌╠½ąĪŻ¼ča(b©│)┐s▓╗║├Ż╗
- ĶT╝■į┌ŪÕ└ĒĪó▀\(y©┤n)▌ö▀^│╠ųąŻ¼╩▄ø_ō¶▀^┤¾ĪŻ
- ┐žųŲĶF╦«╗»īW(xu©”)│╔Ęųį┌ęÄ(gu©®)Č©Ą─ĘČć·ā╚(n©©i)Ż╗
- ĮĄĄ═Ø▓ūó£žČ╚Ż╗
- ║Ž└ĒįO(sh©©)ėŗ(j©¼)├░┐┌ŽĄĮy(t©»ng)Ż╗
- ĶT╝■į┌ŪÕ└ĒĪó▀\(y©┤n)▌ö▀^│╠ųą▒▄├Ō▀^Č╚ø_ō¶ĪŻ
- ąĪĀt┴Ž│▒رĪóõP╬gć└(y©ón)ųž╗“Ħėąė═╬█Ż¼╩╣ĶF╦«║¼ÜŌ┴┐╠½ČÓĪóč§╗»ć└(y©ón)ųžŻ╗
- │÷ĶF┐ūĪó│÷ĶF▓█ĪóĀtęrĪóØ▓░³ęr╬┤║ķĖ╔Ż╗
- Ø▓ūó£žČ╚▌^Ą═Ż¼╩╣ÜŌ¾wüĒ(l©ói)▓╗╝░╔ŽĖĪ║═ę▌│÷Ż╗
- Āt┴Žųą║¼õX┴┐▌^Ė▀Ż¼ęūįņ│╔ÜõÜŌ┐ūŻ╗
- ╔░ą══ĖÜŌąį▓╗║├Īóą═╔░╦«ĘųĖ▀Īó║¼├║Ę█╗“ėąÖC(j©®)╬’▌^ČÓŻ¼╩╣?ji©”)▓ūóĢr(sh©¬)«a(ch©Żn)╔·┤¾┴┐ÜŌ¾wŪę▓╗ęū┼┼│÷ĪŻ
- Āt┴Žę¬═ū╔Ų╣▄└ĒŻ¼▒Ē├µę¬ŪÕØŹŻ╗
- ĀtĖūĪóŪ░ĀtĪó│÷ĶF┐┌Īó│÷ĶF▓█ĪóØ▓░³▒žĒÜ║µĖ╔Ż╗
- ╠ßĖ▀Ø▓ūó£žČ╚Ż╗
- ▓╗╩╣ė├õX┴┐▀^Ė▀Ą─ÅUõōŻ╗
- ▀m«ö(d©Īng)ĮĄĄ═ą═╔░Ą─╦«ĘųĪó┐žųŲ├║Ę█╝ė╚ļ┴┐Ż¼į·═©ÜŌ┐ūĄ╚ĪŻ
- ĶF╦«ųą╠╝Īó╣Ķ║¼┴┐▀^Ą═Ż¼╩š┐s┤¾Ż╗
- Ø▓ūó╦┘Č╚╠½┐ņĪóØ▓ūó£žČ╚▀^Ė▀Ż¼╩╣Ą├ę║æB(t©żi)╩š┐s┤¾Ż╗
- Ø▓ūóŽĄĮy(t©»ng)Īó├░┐┌įO(sh©©)ėŗ(j©¼)▓╗«ö(d©Īng)Ż¼¤o(w©▓)Ę©īŹ(sh©¬)¼F(xi©żn)Ēśą“─²╣╠Ż╗
- ├░┐┌╠½ąĪŻ¼ča(b©│)┐s▓╗│õĘųĪŻ
- ┐žųŲĶF╦«Ą─╗»īW(xu©”)│╔Ęųį┌ęÄ(gu©®)Č©ĘČć·ā╚(n©©i)Ż╗
- ĮĄĄ═Ø▓ūó╦┘Č╚║═Ø▓ūó£žČ╚Ż╗
- Ė─▀M(j©¼n)Ø▓├░┐┌ŽĄĮy(t©»ng)Ż¼└¹ė├Ēśą“─²╣╠Ż╗
- ╝ė┤¾├░┐┌¾wĘeŻ¼▒ŻūC│õĘųča(b©│)┐sĪŻ
- ╠╝Īó╣Ķ║¼┴┐▌^Ė▀Ą─ĶF╦«Ż¼║¼Üõ┴┐▀^Ė▀Ż╗
- Āt┴ŽųąÄ¦╚ļĄ─ŃtĄ╚░ū┐┌ą╬│╔į¬╦ž▀^ČÓŻ╗
- į¬╦žŲ½╬÷ć└(y©ón)ųžŻ╗
- ┐žųŲ╗»īW(xu©”)│╔ĘųĪó╠╝Īó╣Ķ║¼┴┐▓╗ę╦▀^Ė▀Ż╗
- ĀtęrĪó░³ęrę¬║µĖ╔Ż╗ą═╔░╦«Ęų▓╗ę╦▀^Ė▀Ż╗
- ╝ėÅŖ(qi©óng)Āt┴Ž╣▄└ĒŻ¼£p╔┘Ħ╚ļ░ū┐┌╗»į¬╦žĪŻ
╦─ĪóŲ¹▄ćĶTįņą┬╝╝ąg(sh©┤)║═ą┬ĘĮŽ“1. ╔░│╔ą╬╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣┌ģä▌(sh©¼)│▒─Żįņą═Įø(j©®ng)▀^╩ų╣żŠoīŹ(sh©¬)Ī·šō¶+ē║īŹ(sh©¬)ŠoīŹ(sh©¬)Ī·Ė▀ē║+╬óšŠoīŹ(sh©¬)Ī·ÜŌø_ŠoīŹ(sh©¬)Ī·ņoē║ŠoīŹ(sh©¬)ÄūéĆ(g©©)░l(f©Ī)š╣ļAČ╬ĪŻņoē║įņą═╝╝ąg(sh©┤)īŹ(sh©¬)┘|(zh©¼)╩ŪĪ░ÜŌø_ŅA(y©┤)ŠoīŹ(sh©¬)+ē║īŹ(sh©¬)Ī▒ĪŻėąęįŽ┬ā×(y©Łu)³c(di©Żn)Ż║ĶTą═▌å└¬ŪÕ╬·Ż¼▒Ē├µė▓Č╚Ė▀ŪęŠ∙ä“Ż¼Ų─Żą▒Č╚ąĪŻ¼ą═░Õ└¹ė├┬╩Ė▀Ż¼╣ż╦ćčbéõ─źōpąĪŻ¼ĶTą═▒Ē├µ╣ŌØŹČ╚Ė▀Ż¼ĶTą═ą═ÅU┬╩Ą═ĪŻę“┤╦Ż¼╩Ū─┐Ū░ūŅą┬ĪóūŅŽ╚▀M(j©¼n)Ą─įņą═╣ż╦ćŻ¼▓óęč│╔×ķ«ö(d©Īng)Į±Ą─ų„┴„ŠoīŹ(sh©¬)╣ż╦ćĪŻ
«ö(d©Īng)Ū░Ż¼ć°(gu©«)═Ō▒╚▌^ėą├¹Ą─ųŲįņņoē║įņą═įO(sh©©)éõĄ─ÅS╝ęėąĄ┬ć°(gu©«)Ą─ KW╣½╦ŠĪóHWS╣½╦Š║═ęŌ┤¾└¹╦_═■┴”╣½╦ŠĪŻć°(gu©«)ā╚(n©©i)Ų¹▄ćĶTįņÅS╝ę┤¾Č╝▀xė├HWS╣½╦Š╗“KW╣½╦ŠųŲįņĄ─įO(sh©©)éõŻ¼╚ńę╗Ų¹ĶTįņ╣½╦ŠĪó¢|’L(f©źng)Ų¹▄ćĶTįņÅSĪó╔Ž║Ż╩źĄ┬┬³ĶTįņ╣½╦ŠĪó╚A¢|╠®┐╦╬„Īó╔Į╬„╚²┬ō(li©ón)ĪóÅV╬„ė±▓±Īó¤o(w©▓)Õa▓±ė═ÖC(j©®)ÅSĄ╚ĪŻ2. Į³ā¶ą╬╝╝ąg(sh©┤)░l(f©Ī)š╣┌ģä▌(sh©¼)ĶTįņ│╔ą╬╣ż╦ćŽ¹╩¦─ŻĶTįņę▓ĘQÜŌ╗»─ŻĶTįņĪóīŹ(sh©¬)ą═ĶTįņĪó¤o(w©▓)ą═Ū╗ĶTįņŻ¼▒╗ĶTįņĮńūu(y©┤)ų«×ķĪ░21╩└╝o(j©¼)Ą─ĶTįņą┬╝╝ąg(sh©┤)Ī▒ĪóĪ░ĶTįņĄ─ŠG╔½╣ż│╠Ī▒ĪŻįō╣ż╦ćĄ─ĘĮĘ©╩Ū▓╔ė├¤o(w©▓)š│ĮY(ji©”)ä®Ė╔╔░╝ė│ķšµ┐š╝╝ąg(sh©┤)ĪŻ╬ęć°(gu©«)ėąę╗░┘ČÓ╝ęŲ¾śI(y©©)ė├įō╣ż╦ć╔·«a(ch©Żn)Žõ¾wŅÉĪó╣▄╝■ķy¾wŅÉĪó─═¤ß─═─ź║ŽĮõōŅÉĄ╚╚²┤¾ŅÉĶT╝■Ż¼┐é«a(ch©Żn)┴┐│¼▀^10╚f(w©żn)tĪŻĮ±║¾Ż¼įō╣ż╦ćīó┤¾┴┐▓╔ė├┐ņ╦┘ųŲįņ╝╝ąg(sh©┤)║═─ŻöMĘ┬šµ╝╝ąg(sh©┤)Ż¼ęį┐sČ╠╔·«a(ch©Żn)£╩(zh©│n)éõų▄Ų┌Ż¼īŹ(sh©¬)¼F(xi©żn)ĶT╝■Ą─┐ņĮ▌╔·«a(ch©Żn)ĪŻ╚█─ŻŠ½├▄ĶTįņ│╔ą╬ą═╣ż╦ć╚█─ŻŠ½├▄ĶTįņ╣ż╦ćėą╦«▓Ż┴¦ųŲÜż╣ż╦ćĪóÅ═(f©┤)║ŽųŲÜż╣ż╦ćĪó╣Ķ╚▄─zųŲÜż╣ż╦ćĪŻŲ¹▄ć«a(ch©Żn)ŲĘ▓─┴Žėą╠╝╦žõōĪó║ŽĮõōĪóėą╔½║ŽĮ┼cŪ“─½ĶTĶFĪŻć°(gu©«)═ŌėąĖ▀║ŽĮõōĪó│¼║ŽĮ▓─┴ŽĪŻ╚█¤ÆįO(sh©©)éõć°(gu©«)ā╚(n©©i)▓╔ė├Ųš═©Īó┐ņ╦┘ųąŅlĀtŻ╗ć°(gu©«)═Ō▓╔ė├šµ┐šĀtĪóĘŁ▐D(zhu©Żn)ĀtĪóĖ▀ŅlĀt╝╝ąg(sh©┤)ĪŻ╚█─ŻŠ½├▄ĶTįņ╝╝ąg(sh©┤)│╔ą═╣ż╦ćīóüĒ(l©ói)Ą─░l(f©Ī)š╣┌ģä▌(sh©¼)╩Ū«a(ch©Żn)ŲĘļx╔╠ŲĘįĮüĒ(l©ói)įĮĮ³Ż¼é„Įy(t©»ng)Ą─Š½ĶT╝■ų╗ū„×ķ├½┼„Ż¼ęčĮø(j©®ng)▓╗▀mæ¬(y©®ng)╩ął÷(ch©Żng)Ą─┐ņ╦┘æ¬(y©®ng)ūāŻ╗«a(ch©Żn)ŲĘĄ─Å═(f©┤)ļs│╠Č╚║═┘|(zh©¼)┴┐Ön┤╬įĮüĒ(l©ói)įĮĖ▀Ż╗čą░l(f©Ī)╩ųČ╬įĮüĒ(l©ói)įĮÅŖ(qi©óng)Ż¼īŻśI(y©©)╗»ģf(xi©”)ū„ķ_╩╝’@¼F(xi©żn)Ż¼CADĪóCAMĪóCAEĄ─æ¬(y©®ng)ė├│╔×ķ«a(ch©Żn)ŲĘķ_░l(f©Ī)ų„ę¬╝╝ąg(sh©┤)ĪŻ3. ųŲąŠ╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣┌ģä▌(sh©¼)─┐Ū░Ż¼ć°(gu©«)ā╚(n©©i)═ŌŲ¹▄ćĶTįņųŲąŠėą╚²ĘNųŲąŠ╣ż╦ćŻ¼į┌¼F(xi©żn)┤·Ų¹▄ćĶTįņųą│Ż▓óąą▓╔ė├Ą─ų„ę¬╣ż╦ć ėą¤ßąŠ║ąųŲąŠĪóÜżąŠųŲąŠĪó└õąŠ║ąųŲąŠĄ╚Ż¼é„Įy(t©»ng)Ą─║Žų¼╗“ė═╔░ųŲąŠęč▒╗╠į╠ŁĪŻųŲąŠ╣ż╦ć╝╝ąg(sh©┤)ėąęį└õąŠ║ą╝╝ąg(sh©┤)×ķų„Ą─░l(f©Ī)š╣┌ģä▌(sh©¼)ĪŻę╗Ų¹ĶTįņ╣½╦ŠĪó¢|’L(f©źng)Ų¹▄ćĶTįņÅSĪó╔Ž║Ż╩źĄ┬┬³ĶTįņ╣½╦ŠĪó╚A¢|╠®┐╦╬„Īó╔Į╬„ć°(gu©«)ļHĶTįņ╣½╦ŠĄ╚Š∙▓╔ė├└õąŠ║ąųŲąŠ╝╝ąg(sh©┤)ĪŻ4. ĶTĶF╚█¤Æ╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣┌ģä▌(sh©¼)─┐Ū░Ż¼ć°(gu©«)ā╚(n©©i)═ŌĶTĶF╚█¤Æ╝╝ąg(sh©┤)ėąā╔ĘNų„ę¬ĘĮ╩ĮŻ║ę╗╩Ū▓╔ė├┤¾ą═¤ß’L(f©źng)│²ēmø_╠ņĀt┼c╣żŅl▒Ż£žĀtļp┬ō(li©ón)╚█¤Æ╣ż╦ćŻ╗Č■╩Ū▓╔ė├ųąŅlĖąæ¬(y©®ng)ļŖĀt╚█¤Æ╣ż╦ć╝╝ąg(sh©┤)ĪŻ├└ć°(gu©«)ę“▀_(d©ó)╣½╦Š║═▒╦śĘ╣½╦Š╔·«a(ch©Żn)Ą─ųąŅlĀt╝╝ąg(sh©┤)ķ_╩╝įĮüĒ(l©ói)įĮ╩▄ĄĮųžęĢŻ¼įō╝╝ąg(sh©┤)╚šęµ│╔╩ņŻ¼ŲõŪÕØŹĪóŁh(hu©ón)▒ŻĪó╣Ø(ji©”)─▄ĪóĖ▀ą¦Īó░▓╚½Ą─ā×(y©Łu)ä▌(sh©¼)═╗│÷Ż¼╩ŪĮ±║¾░l(f©Ī)š╣Ą─ĘĮŽ“ĪŻę╗Ų¹ĶTįņ╣½╦ŠĪó¢|’L(f©źng)Ų¹╣½╦Š▓╔ė├ę“▀_(d©ó)╣½╦Š║═▒╦śĘ╣½╦Š╔·«a(ch©Żn)Ą─ųąŅlĀt║═▒Ż£žĀt╝╝ąg(sh©┤)ĪŻęčĮø(j©®ng)ķ_░l(f©Ī)┼cæ¬(y©®ng)ė├Ą─Ū“╗»ä®Īóįąė²ä®Īó╚õ╗»ä®║═Ųõ╦¹Ė„ĘN╠Ē╝ė䮫a(ch©Żn)ŲĘŻ¼ą╬│╔╔╠ŲĘ╗»Īóś╦(bi©Īo)£╩(zh©│n)╗»ĪóęÄ(gu©®)Ė±╗»ĪóŽĄ┴ą╗»ĪŻ5. ║ŽĮÜŌĖū¾wĪóÜŌĖū╔wē║ĶT│╔ą╬╝╝ąg(sh©┤)õX║ŽĮ╩ŪŲ¹▄ć╔Žæ¬(y©®ng)ė├ūŅ┐ņ║═ūŅÅVĄ─▌pĮī┘Ż¼ę“?y©żn)ķõX║ŽĮ▒Š╔ĒĄ─ąį─▄ęčĮø(j©®ng)▀_(d©ó)ĄĮ┘|(zh©¼)┴┐▌pĪóÅŖ(qi©óng)Č╚Ė▀Īó─═Ė»╬gĄ─ę¬Ū¾ĪŻūŅ│§Ż¼õX║ŽĮāHė├ė┌ę╗ą®▓╗╩▄ø_ō¶Ą─▓┐╝■ĪŻ║¾üĒ(l©ói)Ż¼═©▀^ÅŖ(qi©óng)╗»║ŽĮį¬╦žŻ¼õX║ŽĮĄ─ÅŖ(qi©óng)Č╚┤¾┤¾╠ßĖ▀Ż¼ė╔ė┌┘|(zh©¼)▌pĪó╔ó¤ßąį║├Ą╚╠žąįŻ¼┐╔ęįØMūŃ░l(f©Ī)äė(d©░ng)ÖC(j©®)╗Ņ╚¹ĪóÜŌĖū¾wĪóÜŌĖū╔wį┌É║┴ėŁh(hu©ón)Š│Ž┬╣żū„Ą─ę¬Ū¾ĪŻõX║ŽĮÜŌĖū¾wĪóÜŌĖū╔wē║ĶT│╔ą╬║╦ą─╝╝ąg(sh©┤)┐╔ęį╠ßĖ▀ā¶╗»Ī󊽊ÜĪó╝Ü(x©¼)╗»Īóūā┘|(zh©¼)Ą╚▓─┘|(zh©¼)┘|(zh©¼)┴┐┐žųŲŻ¼╩╣Ą├õXĶT╝■┘|(zh©¼)┴┐▀_(d©ó)ĄĮę╗ų┬ąį║═ĘĆ(w©¦n)Č©ąįĪŻļSų°╬ęć°(gu©«)Ų¹▄ćśI(y©©)Ą─░l(f©Ī)š╣Ż¼╠žäe╩Ū╝ęė├▐I▄ćĄ─┐ņ╦┘į÷╝ė║═Ų¹▄ć▓┐╝■│÷┐┌Ą─į÷┤¾Ż¼Ų¹▄ćõXĶT╝■īóėą║▄┤¾Ą─į÷ķL(zh©Żng)ĪŻõXÜŌĖū╔w│╔ą╬╣ż╦ćų„ę¬ėąā╔ĘNŻ¼ę╗╩ŪęįÜW├└×ķ┤·▒ĒĄ─ųž┴”ĶTįņ│╔ą═╣ż╦ćŻ¼╔Ž║ŻŲżĀ¢▓®Ė±Īó─ŽŠ®╠®┐╦╬„Ą╚╣½╦ŠŻ¼▀xė├ęŌ┤¾└¹Ę©╦■╣½╦Šųž┴”ĶTįņÖC(j©®)╔·«a(ch©Żn)õXÜŌĖū╔wĪŻČ■╩Ūęį╚šĒn×ķ┤·▒ĒĄ─Ą═ē║ĶTįņ│╔ą═╣ż╦ćŻ¼¢|’L(f©źng)╚š«a(ch©Żn)░l(f©Ī)äė(d©░ng)ÖC(j©®)Ęų╣½╦ŠõXē║ĶT▄ćķgĪóÅV¢|šžæcĶTįņ╣½╦ŠĪó╠ņĮ“žS╠’ĶTįņ╣½╦ŠŻ¼▀xė├╚š▒Šą┬¢|Ą╚╣½╦ŠĄ═ē║ĶTįņÖC(j©®)╔·«a(ch©Żn)õXÜŌĖū╔wĪŻ6. ░ļ╣╠æB(t©żi)ē║ĶT│╔ą═╝╝ąg(sh©┤)░ļ╣╠æB(t©żi)╝╝ąg(sh©┤)░l(f©Ī)į┤ė┌├└ć°(gu©«)Ż¼ę“┤╦į┌├└ć°(gu©«)▀@ę╗╝╝ąg(sh©┤)ęčĮø(j©®ng)╗∙▒Š│╔╩ņŻ¼╠Äė┌╚½Ū“ŅI(l©½ng)Ž╚Ąž╬╗Ż¼▒╗ĘQų«×ķ21╩└╝o(j©¼)ūŅėąŪ░═ŠĄ─▓─┴Ž│╔ą╬╝ė╣ż╣ż╦ćĪŻAlumax╣½╦Š┬╩Ž╚īóįō╝╝ąg(sh©┤)▐D(zhu©Żn)╗»×ķ╔·«a(ch©Żn)┴”Ż¼╔·«a(ch©Żn)Ą─õX║ŽĮŲ¹▄ćųŲäė(d©░ng)┐é▒├¾w├½┼„│▀┤ńĮėĮ³┴Ń╝■│▀┤ńŻ¼╝ė╣ż┴┐š╝ĶT╝■┘|(zh©¼)┴┐Ą─13%Ż¼═¼śėĄ─Įī┘ą═ĶT╝■Ą─╝ė╣żėÓ┴┐ätš╝ĶT╝■┘|(zh©¼)┴┐Ą─40%ĪŻ20╩└╝o(j©¼)80─Ļ┤·ęįüĒ(l©ói)Ż¼ÜWų▐Ą╚ć°(gu©«)į┌░ļ╣╠æB(t©żi)æ¬(y©®ng)ė├ĘĮ├µū„┴╦┤¾┴┐蹊┐║═æ¬(y©®ng)ė├╣żū„ĪŻ7. ĶTĶF▓─┘|(zh©¼)Ą─░l(f©Ī)š╣┌ģä▌(sh©¼)▒Ī▒┌Ė▀ÅŖ(qi©óng)Č╚╗ęĶTĶF╝■╝╝ąg(sh©┤)╗ęĶTĶF╝■į┌Ų¹▄ć╔Ž┤¾┴┐æ¬(y©®ng)ė├Ż¼ė╔ė┌įō▓─┴ŽŠ▀ėąĄ═Ą─│╔▒Š║═┴╝║├Ą─ĶTįņąį─▄ā×(y©Łu)ä▌(sh©¼)ĪŻļSų°Ų¹▄ć╝╝ąg(sh©┤)▌p┴┐╗»ę¬Ū¾Ż¼╗ęĶTĶFĄ─į÷ķL(zh©Żng)║═░l(f©Ī)š╣īó╩▄ĄĮę╗Č©Ą─ė░ĒæŻ¼ę“┤╦╝ėÅŖ(qi©óng)▒Ī▒┌Ė▀ÅŖ(qi©óng)Č╚ÜŌĖū¾wĪóÜŌĖū╔wĶT╝■╝╝ąg(sh©┤)Ą─ķ_░l(f©Ī)┼cæ¬(y©®ng)ė├īó╩Ū░l(f©Ī)š╣┌ģä▌(sh©¼)ĪŻ╚õ─½ĶTĶF╝╝ąg(sh©┤)╚õ─½ĶTĶFŠ▀ėąŪ“─½ĶTĶFĄ─ÅŖ(qi©óng)Č╚Ż¼┼c╗ęĶTĶFŽÓ▒╚ėųėąŅÉ╦ŲĄ─Ę└š±Īóī¦(d©Żo)¤ß─▄┴”╝░ĶTįņąį─▄Ż¼ėą║├Ą─╦▄ąį║═─═¤ßŲŻä┌ąį─▄Ż¼┐╔ęįĮŌøQ┤¾±R┴”ÜŌĖū╔wĄ─¤ßŲŻä┌┴č╝yå¢Ņ}ĪŻ╚õ─½ĶTĶFÅVĘ║æ¬(y©®ng)ė├Ą─Š▐┤¾Øōį┌╩ął÷(ch©Żng)╩Ūį┌Ų¹▄ćśI(y©©)Ż¼Ųõų„ꬫa(ch©Żn)ŲĘät╩Ū░l(f©Ī)äė(d©░ng)ÖC(j©®)ÜŌĖū¾w║═┤¾╣”┬╩▓±ė═ÖC(j©®)ÜŌĖū╔wĶT╝■ĪŻļSų°Ų¹▄ć▌p┴┐╗»║═▒╚╣”┬╩Ż©kW/┼┼┴┐Ż®Ą─╠ßĖ▀Ż¼ÜŌĖū¾w║═ÜŌĖū╔wĄ─╣żū„£žČ╚įĮüĒ(l©ói)įĮĖ▀Ż¼įSČÓ▓┐╬╗Ą─╣żū„£žČ╚│¼▀^200 ĪµŻ¼į┌┤╦£žČ╚Ž┬Ż¼õX║ŽĮĄ─ÅŖ(qi©óng)Č╚┤¾Ę∙Č╚Ž┬ĮĄŻ¼Č°╚õĶFätŠ▀ėą║▄┤¾Ą─ā×(y©Łu)ä▌(sh©¼)ĪŻŪ“─½ĶTĶF╝╝ąg(sh©┤)Ū“─½ĶTĶFė╔ė┌ŲõĖ▀ÅŖ(qi©óng)Č╚ĪóĖ▀Ēgąį║═Ą═ār(ji©ż)Ė±Ż¼╦∙ęįį┌Ų¹▄ć╩ął÷(ch©Żng)╔Ž╚įėą║▄┤¾░l(f©Ī)š╣ĪŻŲ¹▄ćĶTįņśI(y©©)Ū“ĶFų„ę¬ėą4ŅÉ«a(ch©Żn)ŲĘ╝╝ąg(sh©┤)╣ż╦ćĄ─░l(f©Ī)š╣┌ģä▌(sh©¼)ĪŻę╗╩ŪĶTæB(t©żi)ųķ╣Ō¾wĪóĖ▀ÅŖ(qi©óng)Č╚Ą─▌džø▄ć║═▐I▄ćŪ·▌SŻ¼ĶTæB(t©żi)ĶF╦ž¾wĪóĖ▀╔ņķL(zh©Żng)┬╩Ą─Ų¹▄ć┼┼ÜŌ╣▄║═ś“ÜżĄū▒PŅÉĶT╝■Ż╗Č■╩Ū▒Ż░▓ŅÉĶT╝■Ż¼ĶTæB(t©żi)╔·«a(ch©Żn)▐I▄ć▐D(zhu©Żn)Ž“╣Ø(ji©”)Ż╗╚²╩Ū─═¤ßŪ“ĶF╝■Ż¼Ė▀╣ĶŃfĪóųą╣ĶŃfĪóĖ▀µćŪ“ĶFŻ¼įō▓─┘|(zh©¼)╔·«a(ch©Żn)Ą─┼┼ÜŌ╣▄╝■Ż╗╦─╩ŪŖWžÉŪ“ĶFŻ¼ų„ę¬ė├ė┌╔·«a(ch©Żn)Ū·▌SĄ╚«a(ch©Żn)ŲĘĪŻ│²╔Ž╩÷═ŌŻ¼Ų¹▄ćĶTįņÅSęčĮø(j©®ng)╔·«a(ch©Żn)│÷ĶTæB(t©żi)Ū“ĶF└õ╝ż═╣▌å▌SĪŻ8. ĶTįņ▀^│╠ėŗ(j©¼)╦ŃÖC(j©®)æ¬(y©®ng)ė├╝╝ąg(sh©┤)░l(f©Ī)š╣┌ģä▌(sh©¼)ļSų°Ų¹▄ćĶTįņ╝╝ąg(sh©┤)Ą─┐ņ╦┘░l(f©Ī)š╣Ż¼×ķ┐sČ╠ĶT╝■╔·«a(ch©Żn)£╩(zh©│n)éõų▄Ų┌║═ĮĄĄ═ą┬«a(ch©Żn)ŲĘķ_░l(f©Ī)Ą─’L(f©źng)ļU(xi©Żn)Ż¼▓╔ė├┐ņ╦┘įŁą═╝╝ąg(sh©┤)Īóėŗ(j©¼)╦ŃÖC(j©®)Ę┬šµ─ŻöMĪó╚²ŠSĮ©─ŻĪóöĄ(sh©┤)┐ž╝╝ąg(sh©┤)Ą─æ¬(y©®ng)ė├įĮüĒ(l©ói)įĮÅVĪŻ┐ņ╦┘įŁą═╝╝ąg(sh©┤)æ¬(y©®ng)ė├ķ_░l(f©Ī)ą┬«a(ch©Żn)ŲĘįćųŲė├Ą──Żśė╝░╚█─ŻĶTįņĄ─Ž×?z©Īi)Ż═ŌŻ¼▀Ć┐╔ęįųŲū÷Ęė╚®śõų¼Üżą═ĪóÜżąŠŻ¼┐╔ęįų▒Įėė├üĒ(l©ói)čb┼õ│╔╔░ą═ĪŻ─ŻöMįņą═▀^│╠š²į┌│╔×ķć°(gu©«)ļHŲ¹▄ćĶTįņĻP(gu©Īn)ūóĄ─Ū░čžŅI(l©½ng)ė“ų«ę╗ĪŻæ¬(y©®ng)ė├MagmaĪó╚AĶT▄ø╝■ī”(du©¼)ą┬«a(ch©Żn)ŲĘĄ─ĶT╝■│õą═Īó─²╣╠Ą─£žČ╚ł÷(ch©Żng)║═┴„äė(d©░ng)ł÷(ch©Żng)─ŻöMĘų╬÷╠Ä└ĒŻ¼ŅA(y©┤)£y(c©©)║═Ęų╬÷ĶT╝■Ą─╚▒Ž▌ĪŻ9. ĶTįņÖz£y(c©©)╝╝ąg(sh©┤)¤o(w©▓)ōpÖz£y(c©©)╝╝ąg(sh©┤)Ą─æ¬(y©®ng)ė├įĮüĒ(l©ói)įĮÅVŻ¼ī”(du©¼)ųžę¬╝■Ģr(sh©¬)│Ż▓╔ė├¤╔╣Ō┤┼Ę█Öz£y(c©©)▒Ē├µ┴č╝yŻ╗▓╔ė├│¼┬Ģ▓©╗“ę¶ŅlÖz£y(c©©)Ū“ĶFĄ─Ū“╗»┬╩Ż╗£u┴„Öz£y(c©©)ĶT╝■Ą─╗∙¾wĮM┐ŚŻ©ųķ╣Ō¾w║¼┴┐Ż®ĪŻ×ķØMūŃųžę¬╝■Öz£y(c©©)Ą─ę¬Ū¾Ż¼ėąĄ─īó╔Ž╩÷╚²ĒŚ(xi©żng)Öz£y(c©©)āxŲ„ĮM║Ž│╔ę╗Ślūįäė(d©░ng)Öz£y(c©©)ŠĆĪŻ10. ŠG╔½ĶTįņ╝╝ąg(sh©┤)░l(f©Ī)š╣┌ģä▌(sh©¼)Ī░ŠG╔½ĶTįņĪ▒╩Ū╩╣ĶTįņ«a(ch©Żn)ŲĘÅ─įO(sh©©)ėŗ(j©¼)ĪóųŲįņĪó░³čbĪó▀\(y©┤n)▌öĪó╩╣ė├ĄĮł¾(b©żo)ÅU╠Ä└Ēš¹éĆ(g©©)«a(ch©Żn)ŲĘ╔·├³ų▄Ų┌ųąŻ¼ī”(du©¼)Łh(hu©ón)Š│Ą─žō(f©┤)├µė░ĒæūŅąĪŻ¼┘Yį┤ą¦┬╩ūŅĖ▀ĪŻĶTįņąąśI(y©©)ÜvüĒ(l©ói)▒╗šJ(r©©n)×ķ╩ŪĖ▀─▄║─ĪóĖ▀╬█╚ŠĄ─ąąśI(y©©)Ż¼ę¬▓╗öÓķ_░l(f©Ī)ą┬Ą─╣Ø(ji©”)─▄ĪóŪÕØŹĪóĄ═┼┼Ę┼ĪóĄ═╬█╚ŠĄ─ĶTįņ▓─┴Žęį═Č╚ļ╔·«a(ch©Żn)╩╣ė├ĪŻ
├Ōž¤(z©”)┬Ģ├„Ż║▒Š╬─ŽĄŠW(w©Żng)Įj(lu©░)▐D(zhu©Żn)▌dŻ¼░µÖÓ(qu©ón)ÜwįŁū„š▀╦∙ėąĪŻ╚ń╔µ╝░ū„ŲĘ░µÖÓ(qu©ón)å¢Ņ}Ż¼šł(q©½ng)┼c╬ęéā┬ō(li©ón)ŽĄŻĪ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō(y©©)├µ
╦óą┬Ēō(y©©)├µ Ž┬ĄĮĒō(y©©)Ąū
Ž┬ĄĮĒō(y©©)Ąū