
×Ú╩▓├┤ò■Ëð╣½▓¯┼c┼õ║¤Á─©┼─¯ú┐
▀@éÇÁ├Å─╗ÑôQðÈıfãúí╩▓├┤╩Ã╗ÑôQðÈú┐È┌ÖCðÁ║═âxã¸ÍãÈý╣ñÿIÍðú¼┴Òíó▓┐╝■Á─╗ÑôQðÈ╩ÃÍ©È┌═¼Ê╗ÊÄ©±Á─Ê╗┼·┴Ò╝■╗‗▓┐╝■Íðú¼╚╬╚íãõÊ╗ú¼▓╗ðÞ╚╬║╬╠¶▀x╗‗©¢╝ËðÌ┼õú¿╚þÒQ╣ñðÌ└Ýú®¥═─▄ÐbÈ┌ÖCã¸╔¤ú¼▀_Á¢ÊÄ¿Á─ðÈ─▄ʬþíú
×ÚØMÎÒÖCðÁÍãÈýÍð┴Ò╝■╦¨¥▀ËðÁ─╗ÑôQðÈú¼Ê¬Ã¾╔·«a┴Ò╝■│▀┤þæ¬È┌È╩ÈSÁ─╣½▓¯ÀÂç·Í«â╚íú▀@¥═▒ÏÝÜîªÊ╗ÀN┴Ò╝■Á─ð╬╩¢íó│▀┤þíó¥½Â╚íóðÈ─▄Á╚ÊÄ¿Ê╗éÇ¢yÊ╗Á─ÿ╦£╩íú═¼¯É«aãÀ▀ÇðÞ░┤│▀┤þ┤¾ðí║¤└ÝÀÍÖnú¼ÊÈ£p╔┘«aãÀÁ─¤Á┴ðú¼▀@¥═╩ëaãÀÿ╦£╩╗»íú
1ú®Å─╩╣Ë├À¢├µ┐┤ú¼╚þ╚╦éâ¢ø│ú╩╣Ë├Á─ÎÈðð▄ç║═╩Í▒ÝÁ─┴Ò╝■ú¼╔·«aÍð╩╣Ë├Á─©¸ÀNÈOéõÁ─┴Ò╝■Á╚ú¼«ö╦³éâôpë─ÊÈ║¾ú¼ðÌ└Ý╚╦åT║▄┐ý¥═┐╔ÊÈË├═¼ÿËÊÄ©±Á─┴Ò╝■ôQ╔¤ú¼╗ÍÅ═ÎÈðð▄çíó╩Í▒Ý║═ÈOéõÁ─╣ª─▄íú°È┌─│ð®ÃÚør¤┬ú¼╗ÑôQðÈ╦¨ãÁ─θË├▀Ç║▄ÙyË├ârÍÁüÝ║Ô┴┐íú└²╚þÈ┌æê÷╔¤ú¼Ê¬┴ó╝┤┼┼│²╬õã¸ÐbéõÁ─╣╩ı¤ú¼└^└mæÂÀú¼▀@òrÎ÷͸┴Òíó▓┐╝■Á─╗ÑôQðÈ╩â^îª▒ÏʬÁ─íú
2ú®Å─ÍãÈýÀ¢├µüÝ┐┤ú¼╗ÑôQðÈ╩Ã╠ß©▀╔·«a╦«ã¢║═▀Mðð╬─├¸╔·«aÁ─Ëð┴ª╩ÍÂ╬íúÐb┼õòrú¼▓╗ðÞ¦oÍ·╝Ë╣ñ║═ðÌ┼õú¼╣╩─▄£p¦pÐb┼õ╣ñ╚╦Á─ä┌äËÅèÂ╚ú¼┐sÂ╠Ðb┼õÍ▄ã┌ú¼▓óÃÊ┐╔╩╣Ðb┼õ╣ñ╚╦░┤┴¸╦«Î¸ÿIÀ¢╩¢▀Mðð╣ñθú¼ÊÈÍ┬▀MððÎÈäËÐb┼õú¼Å─°┤¾┤¾╠ß©▀╔·«aðº┬╩íú╝Ë╣ñòrú¼Ë╔Ë┌ÊÄ¿Ëð╣½▓¯ú¼═¼Ê╗▓┐ÖCã¸╔¤Á─©¸ÀN┴Ò┐╔ÊÈ═¼òr╝Ë╣ñíúË├┴┐┤¾Á─ÿ╦£╩╝■▀Ç┐╔ÊÈË╔îúÚT╣ñÅSå╬¬Ü╔·«aíú▀@ÿË¥═┐╔ÊÈ▓╔Ë├©▀ðº┬╩Á─îúË├ÈOéõú¼─╦Í┬▓╔Ë├Ëï╦ÒÖC¦oÍ·╝Ë╣ñíú▀@ÿË«a┴┐║═┘|┴┐▒Ï╚╗ò■Á├Á¢╠ß©▀ú¼│╔▒¥Ê▓ò■´@Í°¢ÁÁ═íú
3ú®Å─ÈOËïÀ¢├µ┐┤ú¼Ë╔Ë┌▓╔Ë├╗ÑôQÈ¡ätÈOËï║═╔·«aÿ╦£╩┴Ò╦Úíó▓┐╝■ú¼┐╔ÊÈ║å╗»└LêDíóËï╦ÒÁ╚╣ñθú¼┐sÂ╠ÈOËïÍ▄ã┌ú¼▓ó▒ÒË┌Ë├Ëï╦ÒÖC¦oÍ·ÈOËïíú
╣½▓¯┼c┼õ║¤Á─©┼─¯
Ê╗íó╣½▓¯Á─ËðÛPðgıZ
┴Ò╝■È┌╝Ë╣ñ▀^│╠Íðú¼Ë╔Ë┌ÖC┤▓¥½Â╚íóÁÂ¥▀─Ñôpíó£y┴┐ı`▓¯Á╚Á─Ë░Ýæú¼▓╗┐╔─▄░Ð┴Ò╝■Á─│▀┤þ╝Ë╣ñÁ├¢^╩┤_íú×Ú┴╦▒úÎC╗ÑôQðÈú¼▒ÏÝÜîó┴Ò╝■│▀┤þÁ─╝Ë╣ñı`▓¯¤ÌÍãÈ┌Ê╗¿ÀÂç·â╚ú¼ÊÄ¿│÷│▀┤þÁ─ÎâäË┴┐íú
1íó╗¨▒¥│▀┤þ
©¨ô■┴Ò╝■Á─ÅèÂ╚║═¢Yÿïʬþú¼ÈOËïòr┤_¿Á─│▀┤þíú
2íóîìÙH│▀┤þ
═¿▀^£y┴┐╦¨Á├Á¢Á─│▀┤þíú
3íóÿO¤Ì│▀┤þ
È╩ÈS│▀┤þÎâäËÁ─â╔éÇ¢þ¤ÌÍÁíú╦³╩ÃÊÈ╗¨▒¥│▀┤þ×Ú╗¨öÁüÝ┤_¿Á─íúâ╔éÇ¢þ¤ÌÍÁÍð¦^┤¾Á─Ê╗éÇÀQ×Úί┤¾ÿO¤Ì│▀┤þú╗¦^ðíÁ─Ê╗éÇÀQ×ÚίðíÿO¤Ì│▀┤þíú
4íó│▀┤þã½▓¯ú¿║åÀQã½▓¯ú®
─│Ê╗│▀┤þ£p╚Ñãõ╗¨▒¥│▀┤þ╦¨Á├Á─┤·öÁ▓¯íú│▀┤þã½▓¯Ëðú║
╔¤ã½▓¯=ί┤¾ÿO¤Ì│▀┤þ-╗¨▒¥│▀┤þ
¤┬ã½▓¯=ίðíÿO¤Ì│▀┤þ-╗¨▒¥│▀┤þ
╔¤íó¤┬ã½▓¯¢yÀQ×ÚÿO¤Ìã½▓¯ú¼╔¤íó¤┬ã½▓¯┐╔ÊÈ╩Ãı²ÍÁíóÏôÍÁ╗‗┴Òíú
ç°╝Êÿ╦£╩ÊÄ¿ú║┐ÎÁ─╔¤ã½▓¯┤·╠û×ÚESú¼┐ÎÁ─¤┬ã½▓¯┤·╠û×ÚEIú╗¦SÁ─╔¤ã½▓¯┤·╠û×Úesú¼¦SÁ─¤┬ã½▓¯┤·╠û×Úei.
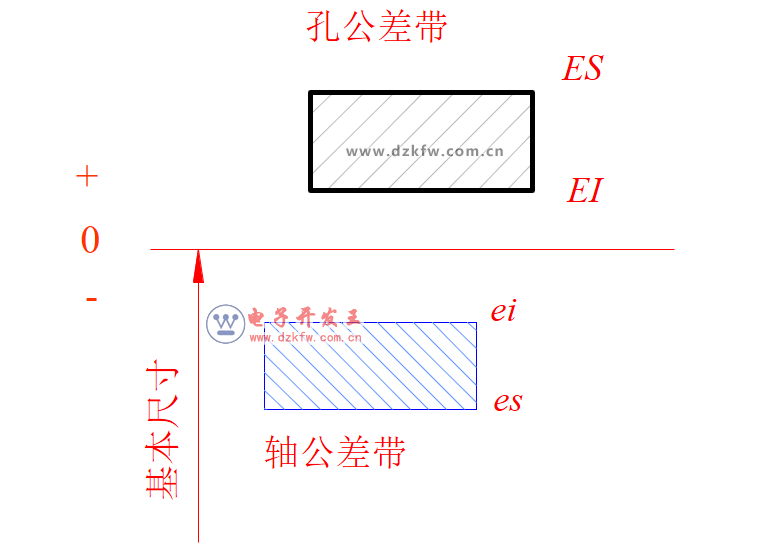
╣½▓¯ÄºêD
5íó│▀┤þ╣½▓¯ú¿║åÀQ╣½▓¯ú®
È╩ÈS│▀┤þÁ─ÎâäË┴┐íú
│▀┤þ╣½▓¯=ί┤¾ÿO¤Ì│▀┤þ-ίðíÿO¤Ì│▀┤þ
=╔¤ã½▓¯-¤┬ã½▓¯
Ê‗×Úί┤¾ÿO¤Ì│▀┤þ┐é╩Ã┤¾Ë┌ίðíÿO¤Ì│▀┤þú¼ÊÓ╝┤╔¤ã½▓¯┐é╩Ã┤¾Ë┌¤┬ã½▓¯ú¼╦¨ÊÈ│▀┤þ╣½▓¯Ê╗¿×Úı²ÍÁíú
6íó┴Ò¥Çíó╣½ÛPĺ║═╣½▓¯ÄºêD
┴Ò¥Ç╩ÃÈ┌╣½▓¯ÄºêDÍðË├ÊÈ┤_¿ã½▓¯Á─Ê╗ùl╗¨£╩¥Çú¼╝┤┴Òã½▓¯¥Çíú═¿│ú┴Ò¥Ç▒Ý╩¥╗¨▒¥│▀┤þíúÈ┌┴Ò¥ÇξÂ╦ÿ╦╔¤í░0í▒í░+í▒íóí░-í▒╠ûú¼┴Ò¥Ç╔¤À¢ã½▓¯×Úı²ú╗┴ҥǤ┬À¢ã½▓¯×ÚÏôíú╣½▓¯Äº╩ÃË╔┤·▒Ý╔¤íó¤┬ã½▓¯Á─â╔ùlÍ▒¥Ç╦¨¤Ì¿Á─Ê╗éÇà^Ë‗ú¼╣½▓¯ÄºÁ─à^Ë‗îÆÂ╚║═╬╗Í├╩Ãÿï│╔╣½▓¯ÄºÁ─â╔éÇʬ╦Ïíú
7íóÿ╦£╩╣½▓¯┼cÿ╦£╩╣½▓¯Á╚╝ë
ÿ╦£╩╣½▓¯╩Ãç°╝Êÿ╦£╩╦¨┴ðÁ─ÊÈ┤_¿╣½▓¯Äº┤¾ðíÁ─╚╬Ê╗╣½▓¯íúÿ╦£╩╣½▓¯Á╚╝ë╩Ã┤_¿│▀┤þ¥½┤_│╠Â╚Á─Á╚╝ëíúÿ╦£╩╣½▓¯ÀÍ20éÇÁ╚╝ëú¼╝┤IT01íóIT0íóIT1~IT18ú¼▒Ý╩¥ÿ╦£╩╣½▓¯ú¼░ó└¡▓«öÁÎÍ▒Ý╩¥ÿ╦£╩╣½▓¯Á╚╝ëú¼ãõÍðIT01╝ëί©▀ú¼Á╚╝ëÊ└┤╬¢ÁÁ═ú¼IT18╝ëίÁ═íúîªË┌Ê╗¿Á─╗¨▒¥│▀┤þú¼ÿ╦£╩╣½▓¯Á╚╝ëË·©▀ú¼ÿ╦£╩╣½▓¯ÍÁË·ðíú¼│▀┤þÁ─¥½┤_│╠Â╚Ë·©▀íú
8íó╗¨▒¥ã½▓¯
Ë├ÊÈ┤_¿╣½▓¯Äº¤ÓîªË┌┴Ò¥Ç╬╗Í├Á─╔¤ã½▓¯╗‗¤┬ã½▓¯íúÊ╗░Ò╩ÃÍ©┐┐¢³┴Ò¥ÇÁ──ÃéÇã½▓¯ú¼«ö╣½▓¯Äº╬╗Ë┌┴Ò¥Ç╔¤À¢òrú¼ãõ╗¨▒¥ã½▓¯×Ú¤┬ã½▓¯ú¼«ö╣½▓¯Äº╬╗Ë┌┴ҥǤ┬À¢òrú¼ãõ╗¨▒¥ã½▓¯×Ú╔¤ã½▓¯íú
©¨ô■îìÙHðÞʬú¼ç°╝Êÿ╦£╩ÀÍäeîª┐Î║═¦S©¸ÊÄ¿┴╦28éÇ▓╗═¼Á─╗¨▒¥ã½▓¯ú¼╚þ¤┬êD╦¨╩¥íú┐Îíó¦SÁ─╗¨▒¥ã½▓¯öÁÍÁ┐╔Å─ËðÛP▒ÝÍð▓Ú│÷íú

╗¨▒¥ã½▓¯¤Á┴ð
Å─╔¤êDÍð┐╔ͬú║
1ú®╗¨▒¥ã½▓¯┤·╠ûË├└¡ÂíÎÍ─©▒Ý╩¥ú¼┤¾îæÎÍ─©▒Ý╩¥Á─╗¨▒¥ã½▓¯┤·╠ûú¼ðíîæÎÍ─©▒Ý╩¥¦SÁ─╗¨▒¥ã½▓¯┤·╠ûíúË╔Ë┌êDÍðË├╗¨▒¥ã½▓¯Í╗▒Ý╩¥╣½▓¯Äº┤¾ðíú¼╣╩╣½▓¯ÄºÊ╗Â╦«ï│╔Ú_┐┌íú
2ú®▒¥ã½▓¯Å─A~H×Ú¤┬ã½▓¯ú¼J~ZC×Ú╔¤ã½▓¯ú¼JSÁ─╔¤¤┬ã½▓¯ÀÍäe×Ú+IT/2║═-IT/2íú
3ú®¦SÁ─╗¨▒¥ã½▓¯Å─a~h×Ú╔¤ã½▓¯ú¼j~zc×Ú¤┬ã½▓¯ú¼jsÁ─╔¤¤┬ã½▓¯ÀÍäe×Ú+IT/2T║═-IT/2íú┐Î║═¦SÁ─┴ÝÊ╗ã½▓¯┐╔Ë╔╗¨▒¥ã½▓¯║═ÿ╦£╩╣½▓¯╦Ò│÷íú
Â■íó┼õ║¤Á─ËðÛPðgıZ
È┌ÖCã¸Ðb┼õÍðú¼╗¨▒¥│▀┤þ¤Ó═¼Á─íó¤Ó╗Ñ¢Y║¤Á─┐Î║═¦SÁ─╣½▓¯ÄºÍ«ÚgÁ─ÛP¤Áú¼ÀQ×Ú┼õ║¤íúË╔Ë┌┐Î║═¦SÁ─îìÙH│▀┤þ▓╗═¼ú¼Ðb┼õ║¾┐╔ÊÈ«a╔·í░Úg¤Âí▒╗‗í░▀^Ë»í▒íúÈ┌┐Î┼c¦SÁ─┼õ║¤Íðú¼┐ÎÁ─│▀┤þ£p╚ѦSÁ─│▀┤þ╦¨Á├Á─┤·öÁ▓¯×Úı²ÍÁòr╩ÃÚg¤Âú¼×ÚÏôÍÁòr╩Ã▀^Ë»íú
1.┼õ║¤Á─ÀN¯É
┼õ║¤░┤ãõ│÷¼FÚg¤Â╗‗▀^Ë»Á─▓╗═¼ú¼ÀÍ×Ú╚²¯É:

1ú®Úg¤Â┼õ║¤┐ÎÁ─╣½▓¯ÄºÈ┌¦SÁ─╣½ÛPĺͫ╔¤ú¼╚╬╚íãõÍðÊ╗îª┐Î║═¦S¤Ó┼õÂ╝│╔×Ú¥▀ËðÚg¤Âú¿░³└¿Î¯ðíÚg¤Â×Ú┴Òú®Á─┼õ║¤ú¼╚þ╔¤êDa╦¨╩¥íú
2ú®▀^Ë»┼õ║¤┐ÎÁ─╣½▓¯ÄºÈ┌¦SÁ─╣½▓¯ÄºÍ«¤┬ú¼╚╬╚íãõÍðÊ╗îª┐Î║═¦S¤Ó┼õÂ╝×Ú×Ú¥▀Ëð▀^Ë»ú¿░³└¿Î¯ðíÚg¤Â×Ú┴Òú®Á─┼õ║¤ú¼╚þ╔¤êDb╦¨╩¥íú
3ú®▀^Â╚┼õ║¤┐ÎÁ─╣½▓¯ÄºÈ┌¦SÁ─╣½▓¯Äº¤Ó╗Ñ¢╗»Bú¼╚╬╚íãõÍðÊ╗îª┐Î║═¦S¤Ó┼õú¼┐╔─▄╩Ã¥▀ËðÚg¤Âú¼Ê▓┐╔─▄¥▀Ëð▀^Ë»Á─┼õ║¤ú¼╚þ╔¤êDc╦¨╩¥íú
2íó┼õ║¤Á─╗¨£╩Íã
ç°╝Êÿ╦£╩ÊÄ¿┴╦â╔ÀN╗¨£╩Íãú¼╚þ¤┬êD╦¨╩¥íú

â╔ÀN╗¨£╩Íã
1ú®╗¨┐ÎÍã╗¨▒¥ã½▓¯×ÚÊ╗¿Á─┐ÎÁ─╣½▓¯Äº┼c╗¨▒¥ã½▓¯Á─¦SÁ─╣½▓¯Äºÿï│╔ÀN┼õ║¤Á─Ê╗ÀNÍãÂ╚ú¼╚þêDa╦¨╩¥íúÊ▓¥═╩ÃÈ┌╗¨▒¥│▀┤þ¤Ó═¼Á─┼õ║¤Íðîó┐ÎÁ─╣½▓¯Äº╬╗Í├╣╠¿ú¼═¿▀^ÎâôQ¦SÁ─╣½▓¯Äº╬╗Í├Á├Á¢▓╗═¼Á─┼õ║¤íú╗¨┐ÎÍãÁ─┐ÎÀQ×Ú╗¨£╩┐Îú¼ç°╝Êÿ╦£╩ÍðÊÄ¿╗¨£╩┐ÎÁ─¤┬ã½▓¯×Ú┴Òú¼í░Hí▒×Ú╗¨£╩┐ÎÁ─╗¨▒¥ã½▓¯┤·╠ûíú
2ú®╗¨¦SÍã╗¨▒¥ã½▓¯×ÚÊ╗¿Á─¦SÁ─╣½▓¯Äº┼c▓╗═¼╗¨▒¥ã½▓¯Á─┐ÎÁ─╣½▓¯Äºÿï│╔©¸ÀN┼õ║¤Á─Ê╗ÀNÍãÂ╚ú¼╚þêDb╦¨╩¥íúÊ▓¥═╩ÃÈ┌╗¨▒¥│▀┤þ¤Ó═¼Á─┼õ║¤Íðîó¦SÁ─╣½▓¯Äº╬╗Í├╣╠¿ú¼═¿▀^ÎâôQÁ─┐ÎÁ─╣½▓¯Äº╬╗Í├Á├Á¢▓╗═¼Á─┼õ║¤íú╗¨¦Sð─ÍãÁ─┐ÎÀQ×Ú╗¨£╩¦S╠Îú¼ç°╝Êÿ╦£╩ÍðÊÄ¿╗¨£╩¦SÁ─╔¤ã½▓¯×Ú┴Òú¼í░hí▒×Ú╗¨£╩¦SÁ─╗¨▒¥ã½▓¯┤·╠ûíú
Å─╗¨▒¥ã½▓¯¤Á┴ðêDÍð┐╔ÊÈ┐┤│÷ú║
È┌╗¨┐ÎÍãÍðú¼╗¨£╩┐ÎH┼c¦S┼õ║¤ú¼a~hú¿╣▓11ÀNú®Ë├Ë┌Úg¤Â┼õ║¤ú╗j~nú¿╣▓5ÀNú®Í¸Ê¬Ë├Ë┌▀^Â╚┼õ║¤ú╗ú¿níópíór┐╔─▄×Ú▀^Â╚┼õ║¤╗‗▀^Ë»┼õ║¤ú®ú╗p~zcú¿╣▓12ÀNú®Í¸Ê¬Ë├Ë┌▀^Ë»┼õ║¤íú
È┌╗¨¦SÍãÍðú¼╗¨£╩¦Sh┼c┐Î┼õ║¤ú¼A~Hú¿╣▓11ÀNú®Ë├Ë┌Úg¤Â┼õ║¤ú╗J~Nú¿╣▓5ÀNú®Í¸Ê¬Ë├Ë┌▀^Â╚┼õ║¤ú╗ú¿NíóPíóR┐╔─▄×Ú▀^Â╚┼õ║¤╗‗▀^Ë»┼õ║¤ú®ú╗P~ZCú¿╣▓12ÀNú®Í¸Ê¬Ë├Ë┌▀^Ë»┼õ║¤íú
ð╬á¯╣½▓¯
ð╬á¯╣½▓¯╩ÃÍ©å╬Ê╗îìÙHʬ╦ÏÁ─ð╬á¯╦¨È╩ÈSÁ─ÎâäË╚½┴┐íúð╬á¯╣½▓¯Ë├ð╬á¯╣½▓¯Äº▒Ý▀_íúð╬á¯╣½▓¯Äº░³└¿╣½▓¯Äºð╬á¯íóÀ¢¤‗íó╬╗Í├║═┤¾ðíÁ╚╦─ʬ╦Ïíúð╬á¯╣½▓¯Ýù─┐Ëðú║Í▒¥ÇÂ╚íóã¢├µÂ╚íóêAÂ╚íóêAͨÂ╚íó¥Ç¦å└¬Â╚íó├µ¦å└¬Â╚Á╚6Ýùíú
ú¿1ú®Í▒¥ÇÂ╚
Í▒¥ÇÂ╚╩Ã▒Ý╩¥┴Ò╝■╔¤Á─Í▒¥Çʬ╦ÏîìÙHð╬á¯▒ú│Í└ݤÙÍ▒¥ÇÁ─á¯øríúÊ▓¥═╩Ã═¿│ú╦¨ıfÁ─ã¢Í▒│╠Â╚íúÍ▒¥ÇÂ╚╣½▓¯╩ÃîìÙH¥Çîª└ݤÙÍ▒¥Ç╦¨È╩ÈSÁ─ί┤¾ÎâäË┴┐íúÊ▓¥═╩ÃÈ┌êDÿË╔¤╦¨¢o¿Á─ú¼Ë├ÊȤÌÍãîìÙH¥Ç╝Ë╣ñı`▓¯╦¨È╩ÈSÁ─ÎâäËÀÂç·íú
ú¿2ú®ã¢├µÂ╚
ã¢├µÂ╚╩Ã▒Ý╩¥┴Ò╝■Á─ã¢├µÊ¬╦ÏîìÙHð╬á¯ú¼▒ú│Í└ݤÙã¢├µÁ─á¯øríúÊ▓¥═╩Ã═¿│ú╦¨ıfÁ─ã¢ı¹│╠Â╚íúã¢├µÂ╚╣½▓¯╩ÃîìÙH▒Ý├µîªã¢├µ╦¨È╩ÈSÁ─ί┤¾ÎâäË┴┐íúÊ▓¥═╩ÃÈ┌êDÿË╔¤¢o¿Á─ú¼Ë├ÊȤÌÍãîìÙH▒Ý├µ╝Ë╣ñı`▓¯╦¨È╩ÈSÁ─ÎâäËÀÂç·íú
ú¿3ú®êAÂ╚
êAÂ╚╩Ã▒Ý╩¥┴Ò╝■╔¤êAÁ─ʬ╦ÏîìÙHð╬á¯ú¼┼cãõÍðð─▒ú│ÍÁ╚¥ÓÁ─ÃÚøríú╝┤═¿│ú╦¨ıfÁ─êAı¹│╠Â╚íúêAÂ╚╣½▓¯╩ÃÈ┌═¼Ê╗¢Ï├µ╔¤ú¼îìÙHêAîª└ݤÙêA╦¨È╩ÈSÁ─ί┤¾ÎâäË┴┐íúÊ▓¥═╩ÃêDÿË╔¤¢o¿Á─ú¼Ë├ÊȤÌÍãîìÙHêAÁ─╝Ë╣ñı`▓¯╦¨È╩ÈSÁ─ÎâäËÀÂç·íú
ú¿4ú®êAͨÂ╚
êAͨÂ╚╩Ã▒Ý╩¥┴Ò╝■╔¤êAͨ├µ═Ôð╬¦å└¬╔¤Á─©¸³cú¼îªãõ¦S¥Ç▒ú│ÍÁ╚¥Óá¯øríúêAͨÂ╚╣½▓¯╩ÃîìÙHêAͨ├µîª└ݤÙêAͨ├µ╦¨È╩ÈSÁ─ί┤¾ÎâäË┴┐íúÊ▓¥═╩ÃêDÿË╔¤¢o¿Á─ú¼Ë├ÊȤÌÍãîìÙHêAͨ├µ╝Ë╣ñı`▓¯╦¨È╩ÈSÁ─ÎâäËÀÂç·íú
ú¿5ú®¥Ç¦å└¬Â╚
¥Ç¦å└¬Â╚╩Ã▒Ý╩¥È┌┴Ò╝■Á─¢o¿ã¢├µ╔¤ú¼╚╬ÊÔð╬á¯Á─÷¥Çú¼▒ú│Íãõ└ݤÙð╬á¯Á─á¯øríú¥Ç¦å└¬Â╚╣½▓¯╩ÃÍ©ÀÃêA÷¥ÇÁ─îìÙH¦å└¬¥ÇÁ─È╩ÈSÎâäË┴┐íúÊ▓¥═╩ÃêDÿË╔¤¢o¿Á─ú¼Ë├ÊȤÌÍãîìÙH÷¥Ç╝Ë╣ñı`▓¯╦¨È╩ÈSÁ─ÎâäËÀÂç·íú
ú¿6ú®├µ¦å└¬Â╚
├µ¦å└¬Â╚╩Ã▒Ý╩¥┴Ò╝■╔¤Á─╚╬ÊÔð╬á¯Á─÷├µú¼▒ú│Íãõ└ݤÙð╬á¯Á─á¯øríú├µ¦å└¬Â╚╣½▓¯╩ÃÍ©ÀÃêA÷├µÁ─îìÙH¦å└¬¥Çú¼îª└ݤ٦å└¬├µÁ─È╩ÈSÎâäË┴┐íúÊ▓¥═╩ÃêDÿË╔¤¢o¿Á─ú¼Ë├ÊȤÌÍãîìÙH÷├µ╝Ë╣ñı`▓¯Á─ÎâäËÀÂç·íú
╬╗Í├╣½▓¯
╬╗Í├╣½▓¯╩ÃÍ©ÛP┬ôîìÙHʬ╦ÏÁ─╬╗Í├îª╗¨£╩╦¨È╩ÈSÁ─ÎâäË╚½┴┐íú
(1)¿¤‗╣½▓¯
¿¤‗╣½▓¯╩ÃÍ©ÛP┬ôîìÙHʬ╦Ïîª╗¨£╩È┌À¢¤‗╔¤È╩ÈSÁ─ÎâäË╚½┴┐íú▀@¯É╣½▓¯░³└¿ã¢ððÂ╚íó┤╣Í▒Â╚íóâAð▒Â╚3Ýùíú
(2)¿╬╗╣½▓¯
¿╬╗╣½▓¯╩ÃÛP┬ôîìÙHʬ╦Ïîª╗¨£╩È┌╬╗Í├╔¤È╩ÈSÁ─ÎâäË╚½┴┐íú▀@¯É╣½▓¯░³└¿═¼¦SÂ╚íóîªÀQÂ╚íó╬╗Í├Â╚3Ýùíú
(3)╠°äË╣½▓¯
╠°äË╣½▓¯╩ÃÊÈ╠Ï¿Á─Öz£yÀ¢╩¢×ÚÊ└ô■°¢o¿Á─╣½▓¯Ýù─┐íú╠°äË╣½▓¯┐╔ÀÍ×ÚêA╠°äË┼c╚½╠°äËíú
 ÀÁ╗ÏÝö▓┐
ÀÁ╗ÏÝö▓┐ ╦óð┬Ýô├µ
╦óð┬Ýô├µ ¤┬Á¢ÝôÁÎ
¤┬Á¢ÝôÁÎ