
╬ęéāį┌ė├STEP 7-MicroWIN SMART▀@éĆ▄ø╝■üĒī”PLC┐žųŲ▓Į▀M/╦┼Ę■ļŖÖC▀\äė(╚ńĮ^ī”Č©╬╗Ż¼ŽÓī”Č©╬╗Ż¼╗žįŁ³cŻ®ĢrŻ¼┐╔ęį└¹ė├▀\äė┐žųŲŽ“?q©▒)¦ĮMæB(t©żi)Ż¼═©▀^ī”▀\äė┐žųŲŽ“?q©▒)¦Ą─įO(sh©©)ų├Ż¼Å─Č°┤¾┤¾╣Ø(ji©”)╩ĪŠÄ│╠ĢrķgŻ¼ĮĄĄ═ŠÄ│╠ļyČ╚
ĮėŽ┬üĒČ╝╩Ūųž³cŻ¼ī”ą┬╩ųĄ─╣ż┐žų«┬ĘĢ■║▄ėąÄ═ų·Ż║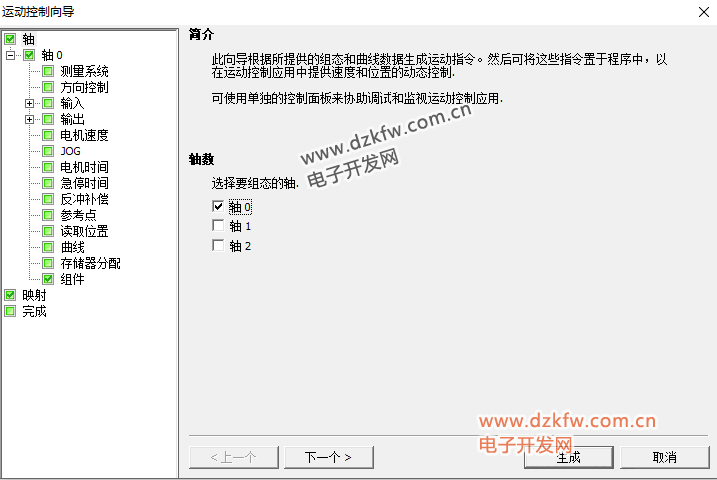
╚ń╔ŽłD╦∙╩ŠŻ¼ę╗░ŃŪķørŽ┬Ż¼smart200ų╗ėą2~3éĆ▌ö│÷├}ø_Įė┐┌Ż©Q0.0,Q0.1║═Q0.3Ż®Ż¼═¼ĢrąĶ┼õ║ŽŽÓæ¬Ą─▓Į▀M“ī(q©▒)äėŲ„╗“š▀╦┼Ę■“ī(q©▒)äėŲ„ęį╩╣ļŖÖCš²│ŻĄ─╣żū„Ż¼ī”ė┌Ž“?q©▒)¦Ą─ĮMæB(t©żi)Ż¼┤¾╝ę┐╔ęįĖ∙ō■(j©┤)ūį╝║Ą─ąĶŪ¾▀Mąą┼õų├Ż¼Č╝╩Ū║▄║åå╬Ą─öĄ(sh©┤)ūų┴┐Ż¼ėą▓╗Č«Ą─┐╔ęįį┌Ž┬ĘĮ┴¶čįŻ¼Ž┬├µ╬ęų°ųžĮķĮBŽÓæ¬Ą─ĮMæB(t©żi)─ŻēKĪŻ
ó┘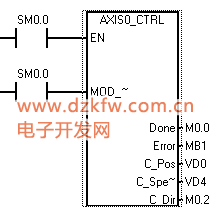
╩╣─▄ēK Ż©┐é┐žųŲēKŻ¼ė├Ž“?q©▒)¦Ą┌ę╗éĆę╗Č©ę¬ė├▀@éĆ─ŻēKŻ®Ż¼├┐éĆę²─_Ą─šf├„Ż║
MOD_~║═ENŻ║╩╣─▄Č╦Ż¼ā╔Č╦┐╔Č╝ĮėSM0.0Ż╗
DoneŻ║═Ļ│╔╬╗Ż¼▀\äė┐žųŲŽ“?q©▒)¦š²┤_╝ė▌dęį║¾│ų└m(x©┤)ų├1Ż╗
ErrorŻ║╣╩šŽūų╣Ø(ji©”)Ż¼ėą╣╩šŽ’@╩Š╣╩šŽ┤·┤aŻ¼Š▀¾wĄ─╣╩šŽ┤·┤a┐╔ęį▓ķ─ŻēKĄ─┘Y┴ŽŻ╗
C_PosŻ║╠Ņę╗éĆļpūųŅÉą═╝ā│÷╚źŻ¼┤µā”ļŖÖCū▀ŲüĒų«║¾Ą─«öŪ░╬╗ų├Ż╗
C_Spe:╠Ņę╗éĆļpūųŅÉą═Ą─┤µā”ģ^(q©▒)Ż¼┤µā”«öŪ░╦┘Č╚Ż╗
C_DirŻ║╩Ūę╗éĆķ_ĻP(gu©Īn)┴┐Ż¼┤µā”«öŪ░ĘĮŽ“ĪŻ
ó┌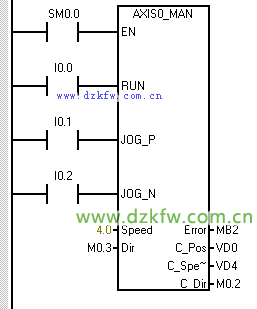
╩ųäė┐žųŲ─ŻēKŻ¼├┐éĆę²─_Ą─šf├„Ż║
ENŻ║╩╣─▄Č╦Ż╗
RUNŻ║░┤ūĪ╩ųäė▀\ąąŻ¼▓╗░┤═Żų╣Ż╗┼÷ĄĮŽĄĮy(t©»ng)ĮMæB(t©żi)ųąĄ─═Żų╣╬╗Ż©Ž▐╬╗Ų„Ż®Ģ■ūįäė═Żų╣Ż¼į┘░┤▓╗Ģ■ėąĘ┤æ¬ĪŻŲõīŹ╩ųäė║═ļŖäėÅ─▀\ąąĮY(ji©”)╣¹üĒšf▓ŅŠÓ▓╗┤¾ĪŻ
JOG_PŻ║³cäėų«š²ĘĮŽ“▀\ąąŻ¼▐¶ūĪŠ═ę╗ų▒ū▀Ż¼³cäėĄ─╦┘Č╚ų«Ū░į┌Ž“?q©▒)¦Ęų┼õ║├┴╦Ż¼╚ńŽ┬łD╦∙╩ŠŻ╗
JOG_NŻ║³cäėų«Ę┤ĘĮŽ“▀\ąąŻ╗
SpeedŻ║╩ųäė▀\ąąĄ─╦┘Č╚Ż¼å╬╬╗×ķmmŻ¼Ą½ļŖÖCėąę╗éĆ╝ė╦┘ä“╦┘£p╦┘Ą─▀^│╠Ż¼░┤ššŽ“?q©▒)¦Ą─╝ė£p╦┘üĒū▀Ż╗
DirŻ║╩ųäė▀\ąąĘĮŽ“Č╦Ż¼0╗“1Ż¼£yįćĄ─Ģr║“┐╔╚╦×ķĖ³Ė─ęį“×ūCš²┤_ąįŻ╗
ėę▀ģĄ─ę²─_║═╔Ž├µĄ──ŻēKę¬▒Ż│ųę╗ų┬Ż¼▀@éĆø]╩▓├┤å¢Ņ}░╔~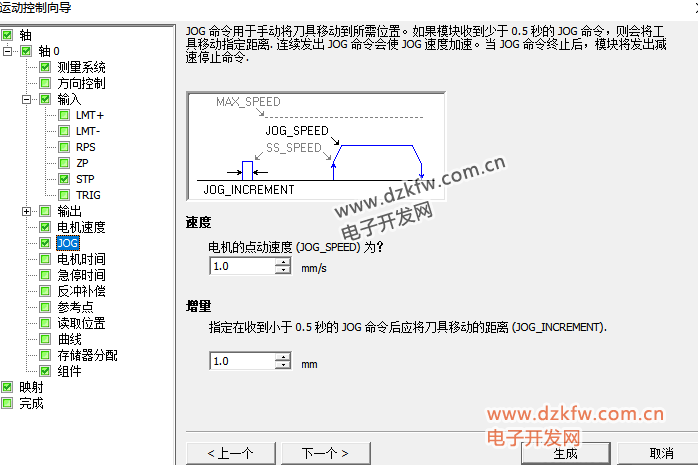
ó█
į┌ū÷╗žįŁ³cĄ─▀\äėĢrŻ¼ąĶę¬░┤ššŻ║
▌ö╚ļĪ¬>RPSĪ¬>ģó┐╝³cĪ¬>▓ķšęĪó╦č╦„Ēśą“ĪóŲ½ęŲ┴┐Ą─Ēśą“ĮMæB(t©żi)Ž“?q©▒)¦Ż?/STRONG>
RPS: Ęų┼õ▀h³cĄ─▌ö╚ļ³c╝┤įŁ³cį┌╩▓├┤╬╗ų├╚ńI1.1Ą╚Ż╗
ģó┐╝³cŻ║
ó± ┬²╦┘▓ķšę└╦┘MĢrķgŻ¼┐ņ╦┘▓ķšęæTąį╠½┤¾Ż¼įO(sh©©)ų├ę╗éĆ▀m«ö?sh©┤)─╦┘Č╚╦┘Č╚Ż¼ę╗░Ń╩ŪŽ╚┐ņ╦┘į┘┬²╦┘Ż?BR>ó“ PLC▓╗ų¬Ą└ļŖÖCį┌įŁ³cĄ─ū¾ėęŻ¼ę“┤╦Ęų┼õę╗éĆ╣╠Č©Ą─ĘĮŽ“Ż¼┼÷ĄĮŽ▐╬╗é„ĖąŲ„Ż¼į┘ĘĄ╗žŻ╗
ó¾ é„ĖąŲ„Ą─Ėąæ¬īÆČ╚ę╗░Ń╩Ū1cmŻ¼═Żį┌ųąą─įŁ³cĄ─ū¾ėęę▓╩ŪąĶę¬įO(sh©©)ų├Ą─Ż╗
ó¶ ╦č╦„Ēśą“╩ŪŽĄĮy(t©»ng)ūįäė╗žįŁ³cĄ─ĘĮ╩Į╚ńŽ┬łDĪŻ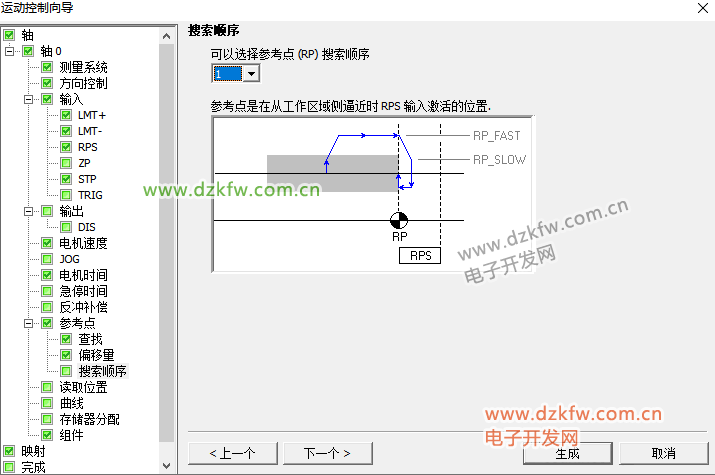
Ž┬üĒī”╗žįŁ³cĄ─ūė│╠ą“RSSK▀Mę╗▓Įšf├„Ż║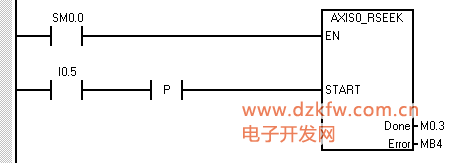
ENŻ║╩╣─▄Č╦Ż¼╩╣─▄Č╦ę╗Č©ąĶę¬╩╣─▄Ż╗
STARTŻ║ėąą┼╠¢Š═ķ_╩╝╗žįŁ³cŻ¼ę╗░Ń┼õ║Ž|P|Ż¼ėąéĆ├}ø_Š═┐╔ęįŻ╗
DoneŻ║═Ļ│╔╬╗Ż╗
ErrorŻ║╣╩šŽ╬╗ĪŻ
ó▄GOTOųĖ┴Ņ╩Ūė├Ą─ūŅČÓĄ─ųĖ┴Ņ,Į^ī”ŽÓī”▀\äė─ŻēK
ENŻ║╩╣─▄Č╦Ż╗
STARTŻ║░┤ŌoĮė╔Ž╔²čžŻ¼ł╠(zh©¬)ąą▀\äėŻ¼▒žĒÜŽ╚ė├RSEEK║»öĄ(sh©┤)Č©┴x╗žįŁ³cŻ¼ę¬▓╗╚╗░┤ūĪų«║¾▓╗Ųū„ė├Ż╗
POSŻ║╬╗ų├Ż¼║═Ž┬├µĄ─modeę²─_ėąĻP(gu©Īn)Ż╗
SpeedŻ║ęįČÓ╔┘╦┘Č╚ū▀Ż╗
ModeŻ║
─Ż╩Į0Ż║░┤ššĮ^ī”╬╗ų├üĒū▀Ż¼ū▀ĄĮ Pos mmĄ─╬╗ų├Ż¼ū▀ę╗┤╬Ż¼į┘▐¶Š═▓╗äė┴╦Ż╗
─Ż╩Į1Ż║░┤ššŽÓī”╬╗ų├ū▀Ż¼¤oģó┐╝³cŻ¼░┤ę╗Ž┬ū▀ Pos mmŻ¼░┤ę╗Ž┬ū▀ę╗Ž┬
─Ż╩Į2Ż║įO(sh©©)Č©ę╗éĆĘĮŽ“ę╗ų▒ū▀ę╗ų▒ū▀ĪŻš²ĘĮŽ“ĪŻ
─Ż╩Į3Ż║Ę┤ĘĮŽ“
aboutŻ║ĮKų╣Ż¼ī¦═©║¾Ģ■ĮKų╣├}ø_░l(f©Ī)╦═Ż╗
╩ŻŽ┬Ą─ę²─_ģó┐╝ų«Ū░Ą─╝┤┐╔ĪŻ
ó▌Ū·ŠĆ▀\äė¼F(xi©żn)į┌▀\äėŽ“?q©▒)¦Ū·ŠĆÖ┌└’╠Ē╝ėŪ·ŠĆŻ¼ų«║¾³cō¶Ū·ŠĆ▀xō±Į^ī”/ŽÓī”▀\äė▓óįO(sh©©)ų├ ęį─┐ś╦╦┘Č╚ū▀ĄĮĮKų╣╬╗ų├ĪŻ
ENŻ║╩╣─▄Č╦Ż╗
STARTŻ║░┤ŌoĮė╔Ž╔²čžŻ¼ł╠(zh©¬)ąą▀\äėŻ¼▒žĒÜŽ╚ė├RSEEK║»öĄ(sh©┤)Č©┴x╗žįŁ³cŻ¼ę¬▓╗╚╗░┤ūĪų«║¾▓╗Ųū„ė├Ż╗
ProfileŻ║ąąū▀Ą─░³Įj(lu©░)Ż¼ų▒ĮėīæØhūų╗“öĄ(sh©┤)ūųŻ¼Ū·ŠĆŻ©ÄūŻ®Ż╗
aboutŻ║ĮKų╣Ż¼ī¦═©║¾Ģ■ĮKų╣├}ø_░l(f©Ī)╦═Ż╗
ėę▀ģĄ─═¼╔ŽŻ¼Ą½ėąÄūéĆ╠ž╩Ōšf├„Ż║
C_ProfileŻ║╩ŪéĆūų╣Ø(ji©”)Ż¼▒Ē╩Š«öŪ░░³Įj(lu©░)Ż╗
C_StepŻ║╩ŪéĆūų╣Ø(ji©”)Ż¼▒Ē╩Š«öŪ░▓ĮŻ©Ū·ŠĆĄ─Ą┌Äū▓ĮŻ®Ż╗
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū